Why a Horizontal Machining Center Still Matters on a Busy Shop Floor
A Horizontal Machining Center is often the machine people look at when vertical capacity is no longer enough. Once parts get heavier, walls get deeper, or the number of faces to machine starts creeping up, the workpiece begins to dictate the process. That is where an HMC earns its place: fewer setups, better access to multiple faces, and a layout that is built for stable cutting rather than improvisation.
For engineers and sourcing teams, the decision is rarely about the machine alone. It is about what kind of parts you are trying to make, how often they change, and whether the shop can absorb the cost of extra fixtures, extra handling, and extra risk. A horizontal machine is not automatically the right answer for every job, but when the part mix leans toward medium-to-large housings, valve bodies, enclosures, disk sleeves, and similar complex components, it can change the economics in a very practical way.
What the layout is designed to solve
The basic advantage of a horizontal machining center is simple enough: gravity is not working against chip evacuation in the same way it does on a vertical machine. Chips tend to clear more naturally, and the working envelope is better suited to multi-face machining. That matters more than it sounds. In production, chip buildup is not just an inconvenience. It affects surface quality, tool life, and the chance that an operator will need to stop the machine and clean out a cutting zone that should have stayed clear.
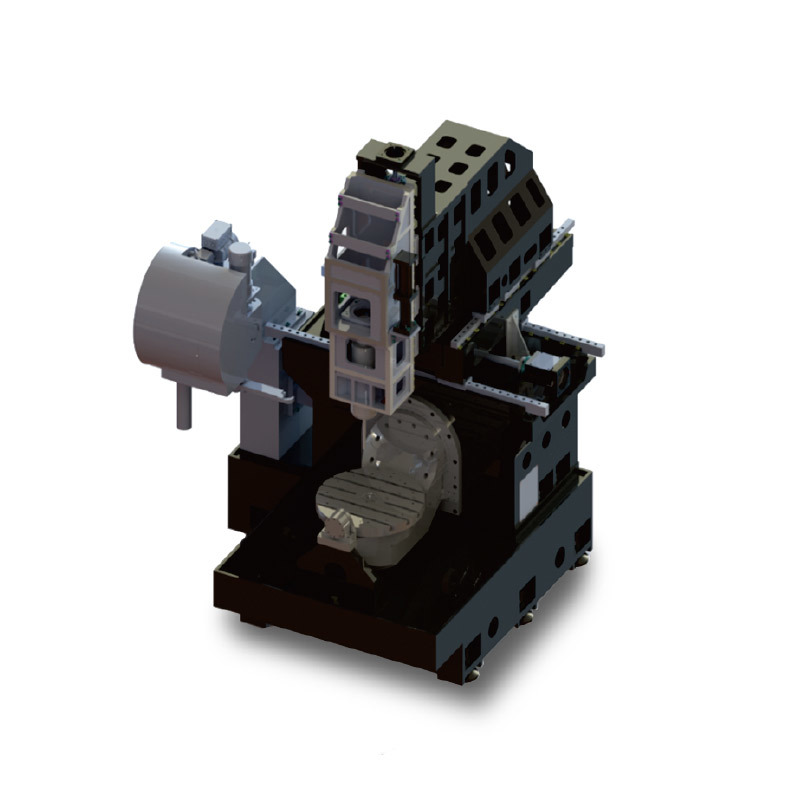
The machine structure described here points to a high-rigidity fixed-column layout with a large base and an enclosed chamber. That combination is usually chosen for one reason: stability under load. A broad, monolithic base helps resist vibration, while a wide-span A-shaped column is typically used to support thermal and dynamic rigidity. You do not buy that kind of frame for light work. You buy it when the part, the fixture, or the cutting strategy demands a machine that stays composed through heavier cuts and longer runs.
Quick reference: where an HMC fits best
If you need a fast comparison, use this as the shorthand:
Choose a Horizontal Machining Center when the workpiece is large, needs machining on several sides, or benefits from a one-setup approach. It is especially relevant when part repeatability depends on minimizing re-clamping.
Choose a vertical machine when access is simple, part size is modest, and the machining is mostly on one face. That route is often easier for small-batch work, but it can become cumbersome as part complexity rises.
Choose an HMC with rotary capability when you need angle positioning or more flexible multi-face work. Some configurations can be expanded toward 5-axis linkage, though buyers should be careful here: “5-axis capable” can mean several different things in practice, and not all of them are equally useful for real production.
How the machine structure supports real production
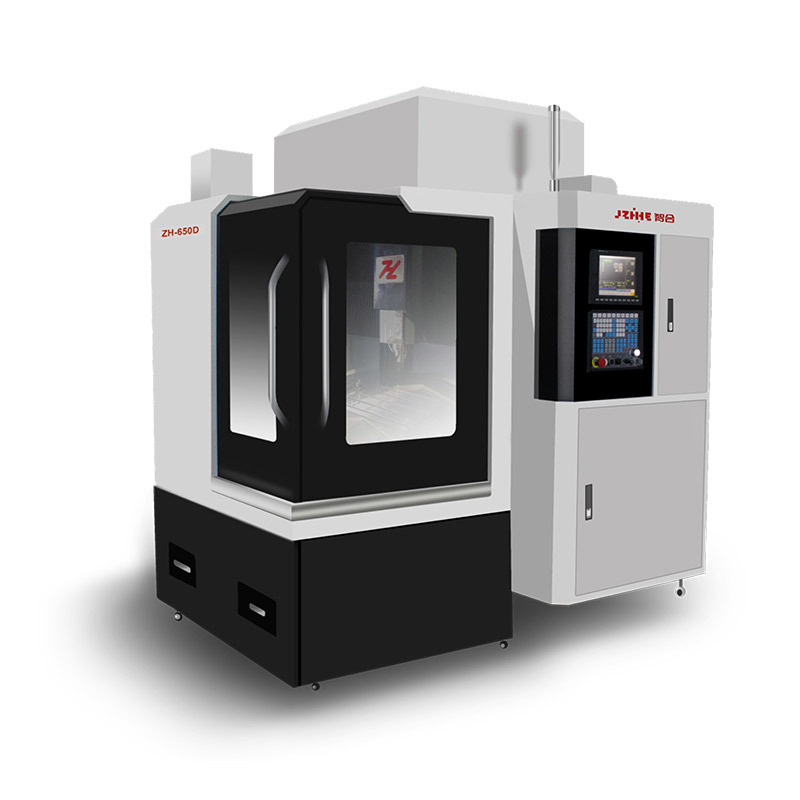
Rigid frame, enclosed chamber, and side control
The visible structure described in the product notes is the kind many shops recognize immediately: a boxy, enclosed machine body, side-mounted operator panel, and a large footprint that signals mass more than speed. That is not a bad thing. In metal cutting, mass and rigidity often do more for consistency than flashy styling ever will.
A fully enclosed protective system serves two purposes. First, it contains chips and coolant, which is a basic shop-floor safety and cleanliness issue. Second, it makes it easier to keep the cutting environment stable. That sounds obvious, but it becomes important on long cycles or in parts that produce heavy chip loads. A machine that manages debris well usually runs with fewer interruptions.
Rotary positioning and multi-face work
The notes mention a CNC rotary table that supports arbitrary angle positioning, with optional 5-axis linkage expansion. For buyers, that is the section to examine carefully. Rotary positioning alone can be enough for many prismatic parts that need repeated work on multiple faces. If the job requires true simultaneous contouring, however, the control and kinematic setup need to be verified in detail.
In plain terms: angle positioning is useful for repositioning the part without fully removing it from the fixture. That can cut setup time and improve alignment between operations. But not every “rotation” feature is equivalent to full multi-axis machining, so sourcing teams should ask for the actual motion package rather than relying on a broad label.
Typical applications and part families
The clearest fit for this machine category is medium-to-large structural parts. Think housings, valve bodies, enclosures, and disk sleeves, especially when those parts need drilling, tapping, boring, and milling across several faces. These are not delicate showcase parts. They are often functional components where repeatability, chip control, and cycle efficiency matter more than cosmetic finesse.
Industries that commonly look at this type of machine include automotive powertrain production, construction machinery, molds, energy equipment, and general machinery manufacturing. In those environments, one-setup multi-process machining can make a real difference. It reduces part handling, which in turn reduces the chance of introducing alignment errors or small damage that becomes expensive later.
That said, the machine should be matched to the part family rather than purchased on size alone. A large HMC is not automatically the best answer for every large part. If the geometry is awkward, the clamping is unstable, or the production volume is too low to justify the setup time, the machine may be underused. That is a common buyer mistake and one worth avoiding.
Selection criteria that matter more than the brochure
When comparing horizontal machines, the obvious specs usually get the most attention first: spindle power, spindle speed, axis travel, table size, load capacity, and controller brand. Those are all important, but in many purchasing decisions they are only the starting point. A machine that looks strong on paper can still disappoint if the rigidity, chip handling, or fixture strategy does not suit the actual part mix.
For a buyer, the more useful questions are often these: Can the machine support the heaviest real part, not just the theoretical maximum? Does the rotary table suit the indexing requirements of the process? How easy is it to access the work zone for setup and inspection? Is the enclosed chamber large enough to handle chip volume without becoming a maintenance chore? A shop that runs long cycles on tough materials will feel the difference quickly.
Thermal stability also deserves attention, especially on machines built around a wide-span column and heavy base. No one should expect a brochure to tell the whole story here. But the general principle is worth noting: the more consistent the machine structure, the better it usually holds geometry over time under production conditions. That is not a guarantee, just a sensible engineering expectation.
Common mistakes when buying an HMC
One mistake is over-specifying for rare jobs. If a shop only occasionally sees large multi-face parts, it may be wiser to look at fixture flexibility and programming efficiency before committing to a heavyweight machine. Another mistake is underestimating material handling. A horizontal machine that is great at cutting but awkward to load will cost time every day.
A third issue is confusing enclosure size with capability. A large housing does not tell you everything about spindle performance, table load, or rotary accuracy. Buyers should request the exact configuration, not assume the pictured machine reflects every option. This matters especially when rotary systems and 5-axis expansion are mentioned in marketing language, because those terms can cover very different machine packages.
Practical advice for sourcing and engineering teams
If you are comparing options, build the evaluation around the part, not the machine category. Start with the heaviest workpiece, the most complex face sequence, and the most difficult chip condition. Then ask whether a Horizontal Machining Center reduces setups enough to justify the floor space and investment. That is usually where the answer becomes clear.
It is also worth involving production personnel early. Operators and process engineers will quickly spot whether the access, clamping, and chip evacuation look workable in daily use. That kind of feedback can be more valuable than an impressive spec sheet, particularly for machines intended for medium-to-large part production.
For sourcing managers, the real task is to compare not only machine size, but process fit. A machine that supports one-setup composite machining can save time downstream, yet it only delivers that benefit if the fixture, program, and part family are aligned. The machine is one part of the system, not the whole system.
FAQ
Is a horizontal machine always better than a vertical one?
No. It is better when the part needs multi-face machining, better chip evacuation, or fewer setups. For simpler parts, a vertical machine may be more practical and less expensive.
What kinds of parts benefit most?
Medium-to-large housings, valve bodies, enclosures, disk sleeves, and other structurally complex components are common fits, especially when multiple operations must be completed with consistent alignment.
Why does machine rigidity matter so much?
Because stability affects accuracy, tool life, and finish consistency. A rigid fixed-column design with a heavy base is usually chosen to help the machine stay steady under heavier cutting loads.
Should buyers trust “5-axis” wording at face value?
Not without checking the actual configuration. Rotary positioning, angle indexing, and true simultaneous 5-axis linkage are not interchangeable in real production.
Next step: match the machine to the part family
If your production includes medium-to-large parts with several machining faces, a Horizontal Machining Center may be a sensible next move. The best approach is to evaluate the exact part family, fixture strategy, and cycle goals before settling on a machine layout. That is where the real value shows up: fewer setups, better stability, and a process that behaves more like production than rework prevention.
When you are ready to compare configurations, ask for the full machine specification and the actual rotary and enclosure options, then map them against your most demanding part. That simple discipline usually saves time later, and occasionally saves a shop from buying a machine that looked right but never quite fit the work.