Warum ein horizontales Bearbeitungszentrum auch in einer stark frequentierten Fertigungshalle noch wichtig ist
Ein horizontales Bearbeitungszentrum (HMC) ist oft die erste Wahl, wenn die vertikale Bearbeitung nicht mehr ausreicht. Sobald die Werkstücke schwerer, die Wände tiefer oder die Anzahl der zu bearbeitenden Flächen höher werden, bestimmt das Werkstück den Bearbeitungsprozess. Hier spielt ein HMC seine Stärken aus: weniger Aufspannungen, besserer Zugang zu mehreren Flächen und ein Layout, das auf stabiles Schneiden und nicht auf Improvisation ausgelegt ist.
Für Ingenieure und Beschaffungsteams hängt die Entscheidung selten allein von der Maschine ab. Vielmehr kommt es darauf an, welche Art von Teilen gefertigt werden sollen, wie häufig diese wechseln und ob der Betrieb die Kosten für zusätzliche Vorrichtungen, mehr Aufwand beim Handling und das erhöhte Risiko tragen kann. Eine Horizontalmaschine ist nicht automatisch für jeden Auftrag die optimale Lösung, aber wenn der Teilemix aus mittelgroßen bis großen Gehäusen, Ventilkörpern, Gehäusen, Scheibenhülsen und ähnlichen komplexen Bauteilen besteht, kann sie die Wirtschaftlichkeit deutlich verbessern.
Wozu dient das Layout?
Der grundlegende Vorteil eines horizontalen Bearbeitungszentrums ist denkbar einfach: Im Gegensatz zu vertikalen Maschinen wirkt die Schwerkraft nicht so stark gegen den Späneabtransport. Späne werden dadurch natürlicher abgeführt, und der Arbeitsbereich eignet sich besser für die Mehrseitenbearbeitung. Das ist wichtiger, als es zunächst klingt. In der Fertigung ist Späneansammlung nicht nur lästig. Sie beeinträchtigt die Oberflächenqualität, die Werkzeugstandzeit und erhöht das Risiko, dass der Bediener die Maschine anhalten und eine eigentlich freie Schnittzone reinigen muss.
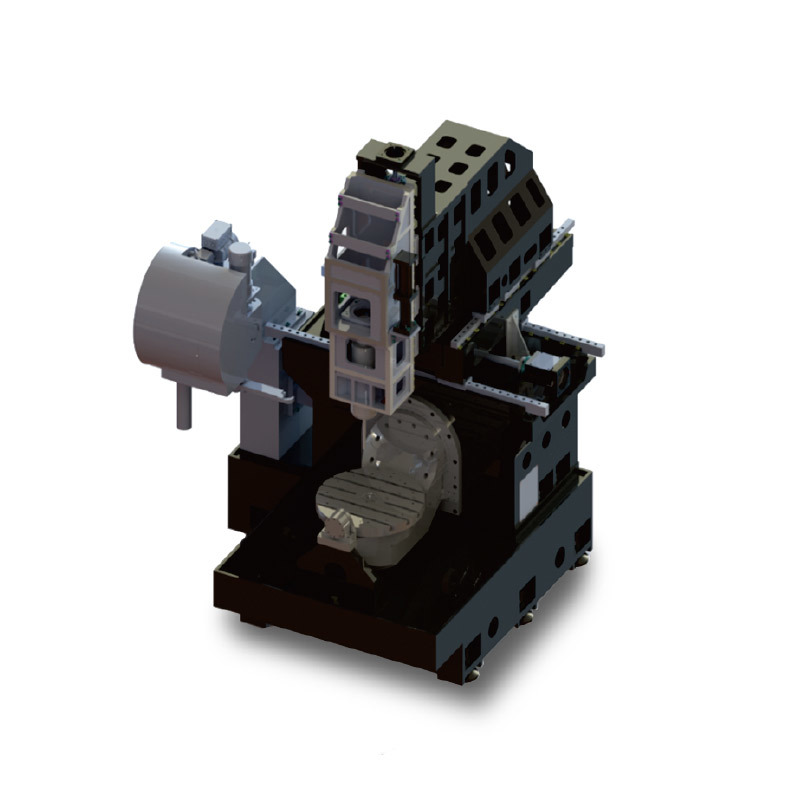
Die hier beschriebene Maschinenkonstruktion zeichnet sich durch eine hochsteife, feststehende Säulenkonstruktion mit großem Sockel und geschlossener Kammer aus. Diese Kombination wird üblicherweise aus einem Grund gewählt: Stabilität unter Last. Ein breiter, monolithischer Sockel trägt zur Vibrationsdämpfung bei, während eine weitspannende, A-förmige Säule typischerweise für thermische und dynamische Steifigkeit sorgt. Solche Konstruktionen sind nicht für leichte Bearbeitungen geeignet. Sie kommen zum Einsatz, wenn das Werkstück, die Vorrichtung oder die Bearbeitungsstrategie eine Maschine erfordern, die auch bei schwereren Bearbeitungen und längeren Laufzeiten stabil bleibt.
Kurzübersicht: Wo ein HMC am besten geeignet ist
Wenn Sie einen schnellen Vergleich benötigen, verwenden Sie diese Kurzform:
Ein horizontales Bearbeitungszentrum ist die richtige Wahl, wenn das Werkstück groß ist, von mehreren Seiten bearbeitet werden muss oder von einer Ein-Aufspannung-Bearbeitung profitiert. Dies ist besonders relevant, wenn die Wiederholgenauigkeit des Werkstücks von minimalem Nachspannen abhängt.
Wählen Sie eine Vertikalmaschine, wenn der Zugang einfach ist, die Werkstückgröße moderat und die Bearbeitung hauptsächlich an einer Seite erfolgt. Diese Vorgehensweise ist oft einfacher für Kleinserien, kann aber bei komplexeren Werkstücken umständlich werden.
Wählen Sie ein HMC mit Drehfunktion, wenn Sie Winkelpositionierung oder flexiblere Mehrseitenbearbeitung benötigen. Einige Konfigurationen lassen sich auf 5-Achs-Anordnung erweitern, wobei Käufer hier vorsichtig sein sollten: „5-Achs-fähig“ kann in der Praxis Verschiedenes bedeuten, und nicht alles ist für die Serienproduktion gleichermaßen geeignet.
Wie die Maschinenstruktur die reale Produktion unterstützt
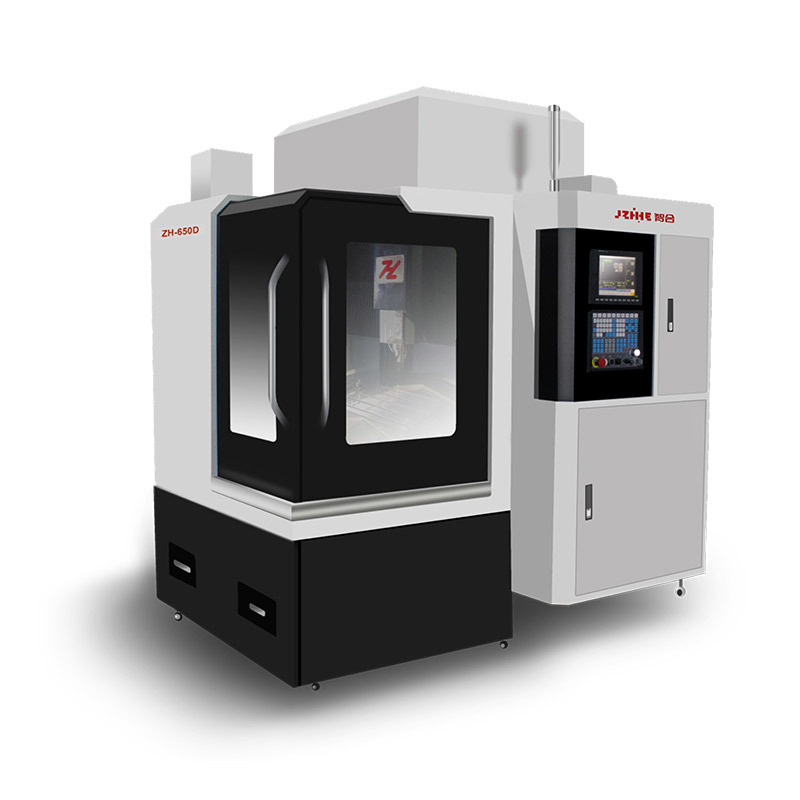
Starrer Rahmen, geschlossene Kammer und seitliche Steuerung
Die in den Produktinformationen beschriebene sichtbare Struktur ist vielen Betrieben sofort vertraut: ein kastenförmiges, geschlossenes Maschinengehäuse, ein seitlich angebrachtes Bedienfeld und eine große Stellfläche, die eher Masse als Geschwindigkeit signalisiert. Das ist durchaus positiv. Beim Metallschneiden tragen Masse und Stabilität oft mehr zur Präzision bei als ein auffälliges Design.
Ein vollständig geschlossenes Schutzsystem erfüllt zwei Zwecke. Erstens hält es Späne und Kühlmittel zurück, was eine grundlegende Sicherheits- und Hygienemaßnahme in der Fertigungshalle darstellt. Zweitens trägt es dazu bei, die Schnittumgebung stabil zu halten. Das klingt selbstverständlich, ist aber bei langen Zyklen oder Werkstücken mit hohem Späneaufkommen wichtig. Eine Maschine, die Späne effizient abführt, läuft in der Regel mit weniger Unterbrechungen.
Drehpositionierung und Mehrseitenbearbeitung
Die Unterlagen erwähnen einen CNC-Drehtisch, der die Positionierung in beliebigen Winkeln ermöglicht und optional auf 5 Achsen erweitert werden kann. Käufer sollten diesen Abschnitt besonders sorgfältig prüfen. Die reine Drehpositionierung kann für viele prismatische Teile, die wiederholt an mehreren Flächen bearbeitet werden müssen, ausreichend sein. Ist jedoch eine simultane Konturbearbeitung erforderlich, müssen die Steuerung und die kinematische Konfiguration detailliert geprüft werden.
Einfach ausgedrückt: Die Winkelpositionierung ist nützlich, um das Werkstück neu zu positionieren, ohne es vollständig aus der Vorrichtung zu entnehmen. Das verkürzt die Rüstzeiten und verbessert die Ausrichtung zwischen den Arbeitsgängen. Allerdings entspricht nicht jede „Rotationsfunktion“ einer vollständigen Mehrachsenbearbeitung. Daher sollten Beschaffungsteams nach dem konkreten Bewegungspaket fragen, anstatt sich auf eine allgemeine Bezeichnung zu verlassen.
Typische Anwendungen und Bauteilfamilien
Am besten geeignet für diese Maschinenkategorie sind mittelgroße bis große Strukturbauteile. Dazu gehören Gehäuse, Ventilkörper, Gehäuse und Scheibenhülsen, insbesondere wenn diese Teile an mehreren Flächen gebohrt, mit Gewinde versehen, ausgebohrt oder gefräst werden müssen. Es handelt sich hierbei nicht um empfindliche Vorzeigeteile, sondern um Funktionskomponenten, bei denen Wiederholgenauigkeit, Spankontrolle und Zykluseffizienz wichtiger sind als optische Perfektion.
Branchen, die häufig auf diese Art von Maschinen setzen, sind unter anderem die Automobilantriebsfertigung, der Baumaschinenbau, der Formenbau, die Energieanlagenindustrie und der allgemeine Maschinenbau. In diesen Bereichen kann die Mehrprozessbearbeitung in einer Aufspannung einen entscheidenden Unterschied machen. Sie reduziert die Teilehandhabung und damit das Risiko von Ausrichtungsfehlern oder kleinen Beschädigungen, die später hohe Kosten verursachen können.
Die Maschine sollte jedoch eher auf die Bauteilfamilie abgestimmt sein als allein nach ihrer Größe ausgewählt werden. Ein großes HMC ist nicht automatisch die beste Lösung für jedes große Bauteil. Bei ungünstiger Geometrie, instabiler Spannvorrichtung oder zu geringem Produktionsvolumen, um die Rüstzeit zu rechtfertigen, wird die Maschine möglicherweise nicht voll ausgelastet. Dies ist ein häufiger Fehler beim Kauf, den es zu vermeiden gilt.
Auswahlkriterien, die wichtiger sind als die Broschüre
Beim Vergleich horizontaler Maschinen erhalten die offensichtlichen Spezifikationen meist zuerst die größte Aufmerksamkeit: Spindelleistung, Spindeldrehzahl, Verfahrweg, Tischgröße, Tragfähigkeit und Hersteller der Steuerung. Diese sind zwar wichtig, bilden aber bei vielen Kaufentscheidungen nur den Ausgangspunkt. Eine Maschine, die auf dem Papier vielversprechend aussieht, kann dennoch enttäuschen, wenn die Steifigkeit, die Späneabfuhr oder die Spanntechnik nicht zum tatsächlichen Werkstückmix passen.
Für einen Käufer sind oft folgende Fragen relevanter: Kann die Maschine das schwerste reale Werkstück bearbeiten, nicht nur das theoretische Maximalgewicht? Ist der Drehtisch für die Indexierungsanforderungen des Prozesses geeignet? Wie gut ist der Arbeitsbereich für Einrichtung und Inspektion zugänglich? Ist die geschlossene Kammer groß genug, um das Spänevolumen aufzunehmen, ohne dass die Wartung dadurch erschwert wird? Betriebe, die mit harten Materialien lange Zyklen durchführen, werden den Unterschied schnell bemerken.
Die thermische Stabilität verdient ebenfalls Beachtung, insbesondere bei Maschinen mit weitgespannter Säule und massivem Sockel. Eine Broschüre kann hierzu natürlich nicht alle Details liefern. Der allgemeine Grundsatz ist jedoch wichtig: Je gleichmäßiger die Maschinenstruktur, desto besser hält sie in der Regel ihre Geometrie unter Produktionsbedingungen über die Zeit bei. Das ist keine Garantie, sondern lediglich eine vernünftige Erwartungshaltung.
Häufige Fehler beim Kauf eines HMC
Ein Fehler ist die Überdimensionierung der Maschine für seltene Aufträge. Wenn eine Werkstatt nur gelegentlich große, mehrflächige Teile fertigt, ist es ratsamer, zunächst die Flexibilität der Vorrichtungen und die Programmiereffizienz zu prüfen, bevor man sich für eine Hochleistungsmaschine entscheidet. Ein weiterer Fehler ist die Unterschätzung des Materialhandlings. Eine horizontale Maschine, die zwar hervorragend schneidet, aber umständlich zu beladen ist, kostet täglich Zeit.
Ein drittes Problem ist die Verwechslung von Gehäusegröße und Leistungsfähigkeit. Ein großes Gehäuse sagt nicht alles über Spindelleistung, Tischbelastung oder Rundlaufgenauigkeit aus. Käufer sollten die genaue Konfiguration anfragen und nicht davon ausgehen, dass die abgebildete Maschine alle Optionen beinhaltet. Dies ist besonders wichtig, wenn in der Werbung von Rundlaufsystemen und 5-Achs-Erweiterung die Rede ist, da diese Begriffe sehr unterschiedliche Maschinenkonfigurationen umfassen können.
Praktische Ratschläge für Beschaffungs- und Entwicklungsteams
Wenn Sie verschiedene Optionen vergleichen, orientieren Sie sich bei der Bewertung am Werkstück, nicht an der Maschinenkategorie. Beginnen Sie mit dem schwersten Werkstück, der komplexesten Bearbeitungsfolge und den schwierigsten Spanbedingungen. Prüfen Sie dann, ob ein horizontales Bearbeitungszentrum die Rüstzeiten so weit reduziert, dass sich der Platzbedarf und die Investition rechtfertigen. Meistens wird die Antwort dann klar.
Es lohnt sich auch, das Produktionspersonal frühzeitig einzubinden. Bediener und Verfahrenstechniker erkennen schnell, ob Zugang, Spannvorrichtung und Späneabfuhr im täglichen Einsatz praktikabel sind. Solches Feedback kann wertvoller sein als ein beeindruckendes Datenblatt, insbesondere bei Maschinen für die Fertigung mittelgroßer bis großer Teile.
Für Einkaufsmanager liegt die eigentliche Herausforderung darin, nicht nur die Maschinengröße, sondern auch die Prozesstauglichkeit zu vergleichen. Eine Maschine, die die Bearbeitung von Verbundwerkstoffen in einer Aufspannung ermöglicht, kann im weiteren Verlauf Zeit sparen. Dieser Vorteil ergibt sich jedoch nur, wenn Vorrichtung, Programm und Teilefamilie optimal aufeinander abgestimmt sind. Die Maschine ist ein Teil des Systems, nicht das gesamte System.
Häufig gestellte Fragen
Ist eine horizontale Maschine immer besser als eine vertikale?
Nein. Sie ist besser geeignet, wenn das Werkstück mehrseitige Bearbeitung, eine bessere Spanabfuhr oder weniger Aufspannungen erfordert. Für einfachere Werkstücke kann eine Vertikalmaschine praktischer und kostengünstiger sein.
Welche Teilearten sind am vorteilhaftesten?
Mittelgroße bis große Gehäuse, Ventilkörper, Gehäuse, Scheibenhülsen und andere strukturell komplexe Bauteile sind gängige Passungen, insbesondere wenn mehrere Arbeitsgänge mit gleichbleibender Ausrichtung durchgeführt werden müssen.
Warum ist die Steifigkeit von Maschinen so wichtig?
Da Stabilität die Genauigkeit, die Werkzeugstandzeit und die Oberflächengüte beeinflusst, wird üblicherweise eine starre, feststehende Säulenkonstruktion mit schwerem Fuß gewählt, um die Maschine auch bei höheren Schnittbelastungen stabil zu halten.
Sollten Käufer der Bezeichnung „5-Achsen“ bedenkenlos vertrauen?
Nicht ohne die tatsächliche Konfiguration zu prüfen. Drehpositionierung, Winkelindexierung und echte simultane 5-Achs-Verkettung sind in der realen Produktion nicht austauschbar.
Nächster Schritt: Maschine der Teilefamilie zuordnen
Wenn Ihre Fertigung mittelgroße bis große Teile mit mehreren Bearbeitungsflächen umfasst, kann ein horizontales Bearbeitungszentrum der nächste sinnvolle Schritt sein. Am besten analysieren Sie die genaue Teilefamilie, die Spannstrategie und die Zyklusziele, bevor Sie sich für ein Maschinenlayout entscheiden. Hier zeigt sich der wahre Mehrwert: weniger Rüstvorgänge, höhere Stabilität und ein Prozess, der sich eher wie die eigentliche Produktion als wie die Vermeidung von Nacharbeit verhält.
Wenn Sie bereit sind, Konfigurationen zu vergleichen, fragen Sie nach den vollständigen Maschinenspezifikationen und den konkreten Optionen für Dreh- und Gehäusemaschinen. Vergleichen Sie diese dann mit Ihrem anspruchsvollsten Werkstück. Diese einfache Vorgehensweise spart in der Regel später Zeit und bewahrt Betriebe gelegentlich davor, eine Maschine zu kaufen, die zwar vielversprechend aussah, aber letztendlich nicht den Anforderungen des jeweiligen Werkstücks entspricht.