Warum ein vertikales (Profil-)Bearbeitungszentrum für lange Präzisionsteile wichtig ist
Ein vertikales (Profil-)Bearbeitungszentrum ist oft die richtige Lösung, wenn in einer Werkstatt lange, schmale oder unregelmäßig geformte Teile präzise bearbeitet werden müssen. Der Begriff umfasst in der Praxis verschiedene Maschinenkonfigurationen, aber der gemeinsame Nenner ist einfach: Man benötigt eine stabile CNC-Plattform, die über einen großen Arbeitsbereich hinweg schneiden, bohren, Gewinde schneiden und fertigen kann.
Das ist wichtig, weil längliche Bauteile Schwachstellen leichter Maschinen offenbaren. Eine dünne Schiene, ein extrudiertes Gehäuse, eine lange Halterung oder eine Präzisionsplatte können rattern, sich verschieben oder durchbiegen, wenn die Maschinenstruktur nicht ausreichend steif ist. Für Einkaufsleiter und Produktteams geht es nicht nur darum, ob die Maschine das Bauteil schneiden kann. Es geht vielmehr darum, ob sie den Schnitt Tag für Tag sauber wiederholen kann, mit einer Konturgenauigkeit, die verhindert, dass die nachfolgende Montage zu einer reinen Sortierübung wird.
Was Ihnen das Maschinenlayout verrät
Die hier beschriebene Maschine verfügt über ein großes, geschlossenes, rechteckiges Gehäuse, eine doppelte Schiebetür an der Vorderseite und ein separates Bedienfeld auf der rechten Seite. Diese Anordnung ist praktisch. Sie deutet auf eine Maschine hin, die für den Zugang von der Beladeseite aus konzipiert ist, während der Schneidbereich aus Sicherheitsgründen und zur Späneabfuhr geschlossen bleibt. Die länglichen, niedrigen Abmessungen lassen zudem vermuten, dass die Maschine eher für längere Werkstücke als für kompakte Blockteile ausgelegt ist.
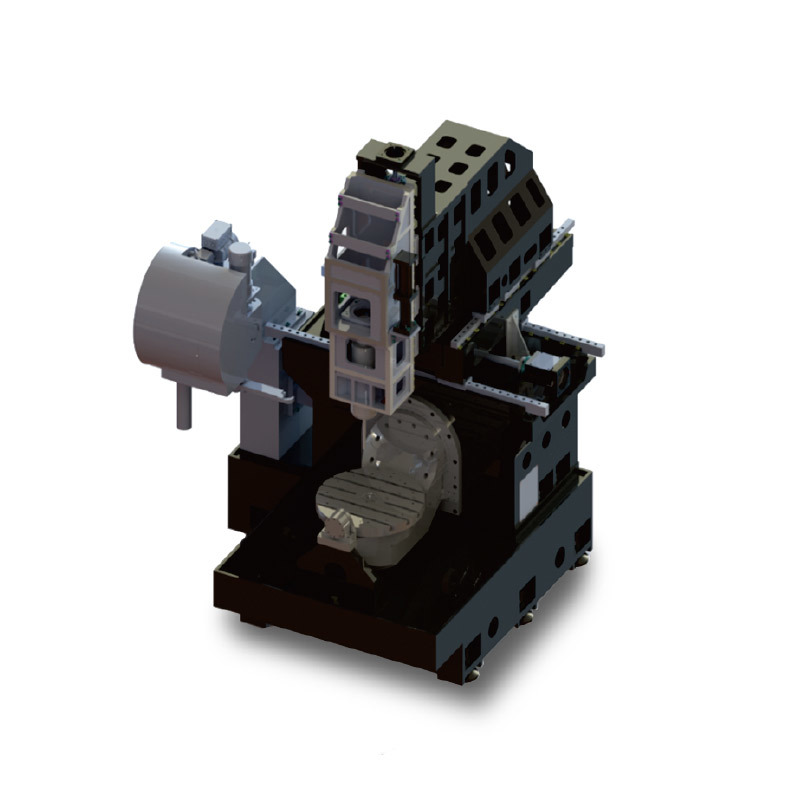
Den Unterlagen zufolge basiert die Konstruktion auf einem hochsteifen Querschlitten und einem integrierten monolithischen Sockel. Das sind keine leeren Phrasen. In der realen Fertigung bedeutet das in der Regel, dass die Maschine vibrationsfest konstruiert ist und die Schnittposition bei Beschleunigung, Verzögerung und Richtungsänderungen stabil hält. Die Maschine verwendet außerdem Kugelgewindetriebe der Güteklasse C3 mit großer Steigung auf der X-, Y- und Z-Achse. Dies ist ein wichtiges Detail, da die Qualität der Kugelgewindetriebe und die Konstruktion des Antriebs die Wiederholgenauigkeit und das Bewegungsverhalten beeinflussen.
Wichtigste Erkenntnisse für Käufer
Beim Vergleich von Maschinenoptionen für die Präzisionsmetallbearbeitung wird häufig ein vertikales Bearbeitungszentrum in Profilbauweise aus drei Gründen gewählt: Steifigkeit, Achsenreaktion und ausreichend nutzbarer Innenraum für lange Werkstücke. Dies ist besonders relevant bei Aluminium, Kupfer, Edelstahl und technischen Kunststoffen, wo Oberflächenqualität und Konturgenauigkeit durch Vibrationen oder ungenaue Servoansteuerung beeinträchtigt werden können.
Vereinfacht gesagt, ist diese Maschinenart hilfreich, wenn Ihr Werkstück zu lang für eine herkömmliche, kompakte Bearbeitungsmaschine ist, aber nicht so speziell, dass Sie eine komplette horizontale Fertigungslinie oder ein überdimensioniertes Portalsystem benötigen. Sie schließt diese sinnvolle Lücke, wo Flexibilität genauso wichtig ist wie die reine Größe.
Wo es in die Fertigung passt
Vertikale Bearbeitungszentren sind in der Präzisionselektronik, der Automobilindustrie, der Medizintechnik und der Automatisierungstechnik weit verbreitet. Dank des langen Werkstückwinkels eignen sie sich besonders für Gehäuse, Schienen, Halterungen, Strukturplatten, Steckverbinder und ähnliche Teile, die mehrere Bearbeitungsschritte in einer Aufspannung erfordern. Die größten Einsparungen ergeben sich oft durch die Reduzierung von Aufspannungen, wobei sich Käufer manchmal zu sehr auf die Spindelspezifikationen und zu wenig auf Spannvorrichtungen und Arbeitsabläufe konzentrieren.
Bei längeren Profilen kann eine einzige Aufspannung den entscheidenden Unterschied zwischen einer gleichmäßigen Lochpositionierung und einem Stapel von Teilen ausmachen, die alle manuell korrigiert werden müssen. Das ist ein praktisches, kein theoretisches Problem. Jeder zusätzliche Arbeitsschritt birgt ein erhöhtes Risiko.
Warum Steifigkeit und Bewegungsqualität wichtiger sind, als es scheint
Eine Maschine kann robust wirken und dennoch unter realen Schnittbelastungen an ihre Grenzen stoßen. Die Kombination aus einteiligem Untergestell, Querschlitten und Kugelgewindetrieb soll das dynamische Ansprechverhalten und die Konturgenauigkeit verbessern. Das garantiert zwar keine perfekten Ergebnisse bei jedem Auftrag, bietet der Maschine aber in der Regel eine bessere Grundlage für stabile Vorschubänderungen und wiederholgenaue Bewegungen.
Bei langen Werkstücken ist die Vibrationsfestigkeit besonders wichtig. Bewegt sich der Fräser entlang einer Längsachse, äußert sich jegliches Spiel in Form von Rattermarken oder leichten Abweichungen. Bei der Bearbeitung von Edelstahl oder anderen weniger nachgiebigen Werkstoffen gewinnt die strukturelle Steifigkeit der Maschine noch mehr an Bedeutung. Aluminium und technische Kunststoffe sind zwar nachgiebiger, können aber dennoch eine ungenaue Bewegungssteuerung in Form von Kantenrattern oder ungleichmäßiger Oberflächenbeschaffenheit offenbaren.
Praktischer Vergleich: Worauf Käufer üblicherweise Wert legen
Standard kompakter VMC
Ein konventionelles vertikales Bearbeitungszentrum ist oft eine gute Wahl für allgemeine Bearbeitungsaufgaben, eignet sich jedoch möglicherweise nicht optimal für lange Werkstücke, es sei denn, das Werkstück wird sorgfältig positioniert und befindet sich innerhalb des verfügbaren Verfahrwegs. Wenn der Bearbeitungsvorgang häufige Kantenbearbeitungen oder lange lineare Bearbeitungswege erfordert, kann die Einrichtung schwierig werden.
Profil- oder Langbett-Vertikalbearbeitungszentrum
Diese Bauart eignet sich besser für längliche Bauteile und die Bearbeitung in mehreren Schritten. Das längere Gehäuse und die Schutzvorrichtung sind optimal auf Teile abgestimmt, die einen größeren Verfahrweg und eine stabile Positionierung erfordern. Sie ist oft die praktischere Option, wenn die Geometrie des Bauteils selbst die einschränkende Bedingung darstellt.
Portalfräsmaschine
Eine Portalmaschine bietet hohe Steifigkeit und große Arbeitsbereiche, ist aber für mittelgroße, lange Teile möglicherweise überdimensioniert. Bei kleineren Teilefamilien lassen sich Platzbedarf und Investitionskosten unter Umständen schwerer rechtfertigen. Allerdings verschwimmen die Grenzen zwischen vertikalen Bearbeitungszentren und Portalmaschinen bei manchen Produktlinien, weshalb die technischen Datenblätter sorgfältig geprüft werden sollten.
Auswahlkriterien, die wirklich zählen
Bei der Überprüfung einer solchen Maschine sollte man mit dem Bauteil selbst beginnen, nicht mit der Broschüre.
Zunächst muss die längste kritische Abmessung des Werkstücks und die Anzahl der in einer Aufspannung erforderlichen Bearbeitungsschritte ermittelt werden. Eine Maschine für längliche Teile ist nur dann sinnvoll, wenn das Werkzeug die benötigten Konturen erreichen kann, ohne Kompromisse bei der Spannvorrichtung oder der Zugänglichkeit einzugehen.
Zweitens, betrachten Sie die Konstruktion. Ein integrierter Unterbau und ein stabiler Querschlitten können ein stärkeres Indiz für tatsächliche Bearbeitungsfähigkeit sein als eine allgemeine Aussage über „hohe Präzision“.
Drittens sollten Sie auf die Qualität des Achsenantriebs und das Bewegungsverhalten achten. Kugelgewindetriebe der Güteklasse C3 und schnelle Beschleunigungs-/Verzögerungszeiten sind nützliche Indikatoren für Wiederholgenauigkeit und Zykluseffizienz, insbesondere wenn Ihre Teile viele Konturen oder eng beieinanderliegende Merkmale aufweisen.
Viertens sollten der Zugang zum Gehäuse und die Späneentsorgung bewertet werden. Die doppelte Schiebetür an der Vorderseite ist zwar praktisch, die entscheidende Frage ist jedoch, ob Bediener lange Werkstücke sicher einlegen können und ob die Späne den Arbeitsbereich ohne zusätzlichen Reinigungsaufwand verlassen. Das sichtbare Gehäuse lässt zwar auf eine geschützte Produktionsmaschine schließen, die genaue Konfiguration der Kühlmittel- und Späneentsorgung ist jedoch nicht bekannt und sollte daher direkt überprüft werden.
Häufige Fehler von Käufern
Ein häufiger Fehler ist die Überdimensionierung der Spindelleistung bei gleichzeitiger Unterdimensionierung der Konstruktion. Ein weiterer Fehler ist die Annahme, dass ein längerer Tisch automatisch die Eignung der Maschine für lange Werkstücke bedeutet. Ohne die richtige Steifigkeit und Bewegungssteuerung ist die Länge allein wenig hilfreich.
Ein zweiter Fehler ist die Vernachlässigung der Spanntechnik. Lange Bauteile benötigen oft stabile Auflagepunkte, und selbst die beste Maschine der Welt kann eine unzureichende Spannvorrichtung nicht ausgleichen. Hier tappen Fertigungsteams manchmal in die Falle: Sie genehmigen die Maschine anhand der Abmessungen und stellen dann fest, dass das Spannkonzept überarbeitet werden muss.
Ein drittes Problem besteht darin, „Präzision“ mit „Feinschliff“ zu verwechseln. Sie hängen zwar zusammen, sind aber nicht identisch. Eine Maschine kann die Position gut halten und dennoch Prozessoptimierungen, Werkzeugwechsel oder Anpassungen der Schnittparameter erfordern, um das gewünschte Oberflächenergebnis bei einem bestimmten Material zu erzielen.
Was die Kennzeichnung ZH-2500V nahelegt, mit Vorsicht
Die sichtbare Kennzeichnung scheint ZH-2500V zu lauten. Diese Angabe sollte jedoch mit Vorsicht betrachtet werden, sofern sie nicht vom Hersteller oder durch ein Typenschild bestätigt wird. Sollte sie zutreffen, deutet sie auf ein Modell hin, das für die Bearbeitung langer Werkstücke ausgelegt ist, was zur Gesamtgeometrie der Maschine und zum Gehäusedesign passt. Der Markenname ist zwar auf der Maschine sichtbar, aber anhand der verfügbaren Informationen nicht vollständig lesbar. Daher wäre es unklug, den Hersteller hier mit Sicherheit zu identifizieren.
Für Einkaufsteams ist dies eine Erinnerung daran, mehr als nur das Typenschild zu prüfen. Fragen Sie nach den Verfahrwegen, den Spindelspezifikationen, den Tischabmessungen, den Details des Steuerungssystems und der Dokumentation zu den Installationsanforderungen. Diese Punkte entscheiden darüber, ob die Maschine für den jeweiligen Betrieb geeignet ist, während das Typenschild nur einen Teil der Information liefert.
Fragen, die Käufer vor dem Kauf stellen sollten
Kann die Maschine Ihr längstes Werkstück mit ausreichend Platz für Vorrichtungen und Werkzeugfreiraum aufnehmen? Kann sie unter Ihrer tatsächlichen Schnittlast die Position wiederholgenau halten? Ermöglicht die Einhausung ein einfaches Einlegen länglicher Bauteile? Welche Materialien werden hauptsächlich bearbeitet: Aluminium, Kupfer, Edelstahl oder Kunststoffe? Und wird die Maschine hauptsächlich zum Bohren und Gewindeschneiden oder für anspruchsvollere Konturfräsarbeiten eingesetzt?
Diese Fragen klingen zwar simpel, aber sie zeigen oft, ob eine Maschine auf einen realen Arbeitsablauf abgestimmt ist oder einfach nur deshalb ausgewählt wurde, weil sie auf dem Papier leistungsfähig erscheint.
Häufig gestellte Fragen
Ist ein vertikales (Profil-)Bearbeitungszentrum nur für Metall geeignet?
Nein. Die Unterlagen weisen darauf hin, dass es auch für technische Kunststoffe verwendet werden kann, was in der Präzisionsmaschinenfertigung üblich ist. Das Maschinenkonzept zielt auf die kontrollierte Bearbeitung ab, nicht nur auf eine Materialgruppe.
Ist diese Maschine mit einem Standard-VMC identisch?
Nicht unbedingt. Vom Konzept her mag es ähnlich sein, aber die beschriebene Geometrie und die Ausrichtung des Längsteils deuten auf eine spezialisiertere Bauweise als bei einem typischen kompakten vertikalen Bearbeitungszentrum hin.
Welche Teile sind am vorteilhaftesten?
Lange oder längliche Bauteile, die mehrere Bearbeitungsschritte erfordern, wie z. B. Strukturelemente, Präzisionsgehäuse, Automatisierungsteile und bestimmte Komponenten für Automobil- oder Medizingeräte.
Sollte ich Geschwindigkeit oder Steifigkeit priorisieren?
Bei dieser Maschinenklasse steht die Steifigkeit in der Regel an erster Stelle. Geschwindigkeit ist nur dann von Nutzen, wenn die Maschine auch bei hohen Geschwindigkeiten präzise arbeiten kann.
Nächster Schritt für Teams, die diesen Maschinentyp evaluieren
Wenn Sie ein Vertikal-Bearbeitungszentrum (Profilbearbeitungszentrum) für eine neue Teilefamilie in die engere Auswahl nehmen, sollten Sie Ihre Entscheidung anhand der Werkstückgeometrie, der Spannvorrichtung und der erforderlichen Bewegungsqualität treffen. Vergleichen Sie anschließend die tatsächliche Maschinenstruktur und nicht nur die Marketingaussagen. Die hier beschriebene Maschine zeichnet sich durch eine robuste, geschlossene CNC-Plattform mit Langteilbearbeitungsfähigkeit aus – ein guter Ausgangspunkt. Die verbleibende Frage ist, ob Verfahrwege, Spindelkonfiguration und Steuerungseinstellungen Ihren Produktionsanforderungen entsprechen.
Bevor Sie eine Bestellung aufgeben, fordern Sie das vollständige Datenblatt an, bestätigen Sie die Modelldetails und klären Sie, wie die Maschine in Ihrer Produktionshalle verladen, befestigt und gewartet wird. Diese zusätzliche Stunde für die Prüfung kann Ihnen später viel Ärger ersparen.