Почему горизонтальный обрабатывающий центр по-прежнему важен в загруженном цехе
Горизонтальный обрабатывающий центр часто становится тем оборудованием, на которое обращают внимание, когда вертикальной мощности уже недостаточно. Когда детали становятся тяжелее, стенки глубже или количество обрабатываемых поверхностей начинает увеличиваться, процесс начинает определяться особенностями заготовки. Именно здесь горизонтальный обрабатывающий центр оправдывает себя: меньшее количество переналадок, лучший доступ к нескольким поверхностям и компоновка, созданная для стабильной резки, а не для импровизации.
Для инженеров и специалистов по закупкам решение редко сводится только к выбору станка. Речь идет о том, какие детали вы пытаетесь изготавливать, как часто они меняются и может ли цех покрыть расходы на дополнительную оснастку, дополнительную обработку и дополнительные риски. Горизонтальный станок не является автоматически правильным решением для каждой задачи, но когда ассортимент деталей смещается в сторону корпусов среднего и большого размера, корпусов клапанов, кожухов, дисковых втулок и подобных сложных компонентов, это может существенно изменить экономические показатели на практике.
Для решения каких задач предназначена данная планировка?
Основное преимущество горизонтального обрабатывающего центра довольно простое: сила тяжести не препятствует удалению стружки так же эффективно, как на вертикальном станке. Стружка удаляется более естественным образом, а рабочая зона лучше подходит для обработки многогранных поверхностей. Это важнее, чем кажется. В производстве скопление стружки — это не просто неудобство. Оно влияет на качество поверхности, срок службы инструмента и вероятность того, что оператору придется остановить станок и очистить зону резания, которая должна была остаться чистой.
Описанная здесь конструкция станка представляет собой высокопрочную рамную конструкцию с неподвижной колонной, большим основанием и закрытой камерой. Такое сочетание обычно выбирается по одной причине: устойчивость под нагрузкой. Широкое монолитное основание помогает противостоять вибрации, а широкопролетная А-образная колонна обычно используется для обеспечения термической и динамической жесткости. Такую раму покупают не для легких работ. Ее приобретают, когда деталь, приспособление или стратегия резки требуют станка, который сохраняет устойчивость при более тяжелых операциях резки и длительных циклах обработки.
Краткая справочная информация: где лучше всего подходит HMC
Если вам нужно быстрое сравнение, используйте это в качестве сокращенного обозначения:
Выбирайте горизонтальный обрабатывающий центр, если заготовка большая, требует обработки с нескольких сторон или выгоден подход с одной настройкой. Это особенно актуально, когда повторяемость обработки детали зависит от минимизации повторного зажима.
Выбирайте вертикальный станок, если доступ к нему прост, размер детали невелик, а обработка в основном производится на одной стороне. Этот вариант часто проще для мелкосерийного производства, но может стать громоздким по мере увеличения сложности детали.
Выбирайте горизонтальный координатно-столярный станок с возможностью поворота, если вам требуется позиционирование по углу или более гибкая многосторонняя обработка. Некоторые конфигурации могут быть расширены до 5-осевого взаимодействия, однако покупателям следует быть внимательными: «возможность 5-осевого взаимодействия» на практике может означать несколько разных вещей, и не все из них одинаково полезны для реального производства.
Как конструкция машины поддерживает реальное производство
Жесткая рама, закрытая камера и боковое управление.
Описанная в примечаниях к продукту видимая конструкция сразу узнаваема многими предприятиями: коробчатый, закрытый корпус станка, боковая панель управления и большие габариты, которые скорее говорят о массе, чем о скорости. И это не плохо. В металлообработке масса и жесткость зачастую обеспечивают большую стабильность, чем броский дизайн.
Полностью закрытая защитная система выполняет две функции. Во-первых, она удерживает стружку и охлаждающую жидкость, что является базовым вопросом безопасности и чистоты в цехе. Во-вторых, она облегчает поддержание стабильной среды резки. Это звучит очевидно, но становится важным при длительных циклах или при обработке деталей, образующих большое количество стружки. Станок, который хорошо справляется со стружкой, обычно работает с меньшим количеством перерывов.
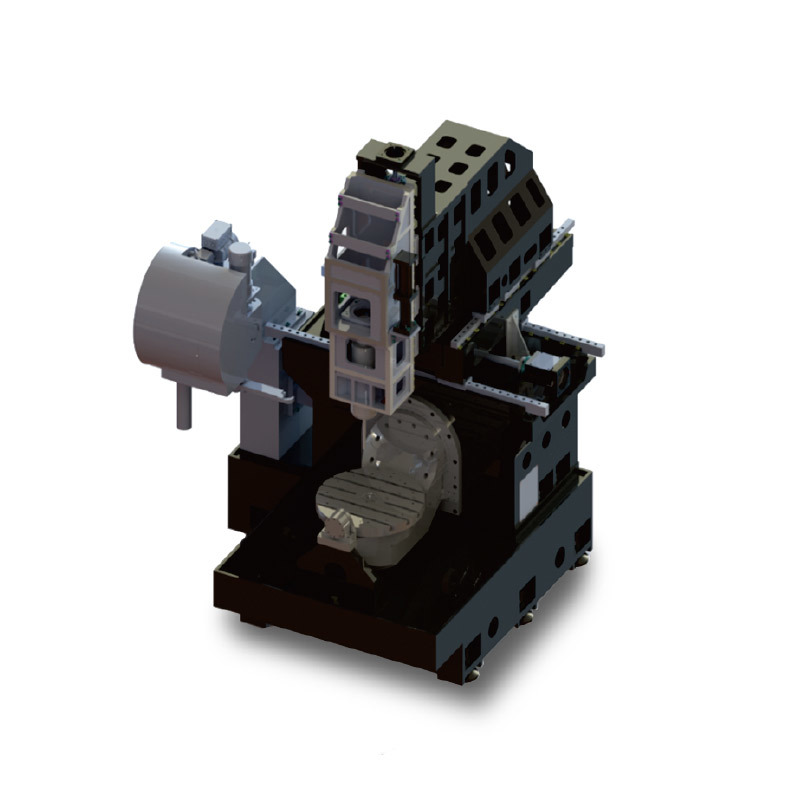
Поворотное позиционирование и многосторонняя обработка
В описании упоминается поворотный стол с ЧПУ, поддерживающий позиционирование под произвольным углом, с возможностью расширения до 5-осевого механизма. Покупателям следует внимательно изучить именно этот раздел. Одного лишь поворотного позиционирования может быть достаточно для многих призматических деталей, требующих многократной обработки нескольких граней. Однако если требуется одновременная контурная обработка, необходимо детально проверить систему управления и кинематику.
Проще говоря: позиционирование по углу полезно для изменения положения детали без полного извлечения ее из приспособления. Это может сократить время настройки и улучшить выравнивание между операциями. Но не каждая функция «вращения» эквивалентна полноценной многоосевой обработке, поэтому командам по закупкам следует запрашивать именно пакет перемещения, а не полагаться на общее обозначение.
Типичные области применения и семейства компонентов
Наиболее подходящим вариантом для этой категории машин являются детали среднего и большого размера. Речь идёт о корпусах, блоках клапанов, кожухах и втулках дисков, особенно когда эти детали требуют сверления, нарезания резьбы, расточки и фрезерования по нескольким граням. Это не хрупкие выставочные образцы. Зачастую это функциональные компоненты, где повторяемость, контроль стружки и эффективность цикла важнее, чем эстетическая привлекательность.
К отраслям, которые часто используют станки такого типа, относятся производство автомобильных силовых агрегатов, строительная техника, пресс-формы, энергетическое оборудование и общее машиностроение. В этих условиях многопроцессная обработка за одну установку может существенно изменить ситуацию. Она сокращает количество операций по перемещению деталей, что, в свою очередь, снижает вероятность ошибок выравнивания или мелких повреждений, которые впоследствии могут привести к дорогостоящим последствиям.
Тем не менее, станок следует подбирать под семейство деталей, а не покупать только исходя из его размера. Большой горизонтальный обрабатывающий центр не является автоматически лучшим решением для каждой крупной детали. Если геометрия неудобна, зажим нестабилен или объем производства слишком мал, чтобы оправдать время на настройку, станок может использоваться неэффективно. Это распространенная ошибка покупателей, которой следует избегать.
Критерии отбора, которые важнее, чем брошюра.
При сравнении горизонтальных станков обычно в первую очередь обращают внимание на очевидные характеристики: мощность шпинделя, скорость вращения шпинделя, ход по осям, размер стола, грузоподъемность и марка контроллера. Все это важно, но во многих случаях при принятии решения о покупке это лишь отправная точка. Станок, который выглядит мощным на бумаге, может все же разочаровать, если его жесткость, обработка стружки или стратегия крепления не соответствуют фактическому ассортименту обрабатываемых деталей.
Для покупателя наиболее полезными часто являются следующие вопросы: Может ли станок выдерживать максимальный вес реальной детали, а не только теоретический максимум? Соответствует ли поворотный стол требованиям индексации процесса? Насколько легко получить доступ к рабочей зоне для настройки и осмотра? Достаточно ли велика закрытая камера для обработки большого объема стружки без необходимости технического обслуживания? Цех, работающий с длительными циклами обработки твердых материалов, быстро почувствует разницу.
Термическая стабильность также заслуживает внимания, особенно в машинах, построенных на основе колонны с широким пролетом и тяжелым основанием. Не стоит ожидать, что брошюра расскажет обо всем этом. Но общий принцип заслуживает внимания: чем более однородна конструкция машины, тем лучше она, как правило, сохраняет свою геометрию с течением времени в производственных условиях. Это не гарантия, а лишь разумное инженерное предположение.
Распространенные ошибки при покупке HMC
Одна из ошибок — это излишняя детализация спецификаций для редких заказов. Если цех лишь изредка сталкивается с крупными многогранными деталями, возможно, разумнее будет оценить гибкость оснастки и эффективность программирования, прежде чем принимать решение о приобретении тяжелого станка. Другая ошибка — недооценка сложности обработки материалов. Горизонтальный станок, отлично справляющийся с резкой, но неудобный в загрузке, будет отнимать время каждый день.
Третья проблема заключается в путанице между размером корпуса и его возможностями. Большой корпус не дает полной информации о производительности шпинделя, нагрузке на стол или точности вращения. Покупателям следует запрашивать точную конфигурацию, а не предполагать, что изображенный станок отражает все опции. Это особенно важно, когда в маркетинговых материалах упоминаются поворотные системы и 5-осевое расширение, поскольку эти термины могут охватывать совершенно разные комплектации станков.
Практические советы для команд по закупкам и проектированию.
При сравнении вариантов, стройте оценку вокруг детали, а не категории станка. Начните с самой тяжелой заготовки, самой сложной последовательности обработки поверхности и самого сложного состояния стружки. Затем задайте себе вопрос, сокращает ли горизонтальный обрабатывающий центр количество переналадок настолько, чтобы оправдать занимаемую площадь и инвестиции. Обычно именно здесь ответ становится ясен.
Также стоит привлекать производственный персонал на ранних этапах. Операторы и инженеры-технологи быстро определят, насколько удобными в повседневной работе выглядят доступ, зажим и удаление стружки. Такая обратная связь может быть ценнее впечатляющей спецификации, особенно для станков, предназначенных для производства деталей среднего и крупного размера.
Для менеджеров по закупкам реальная задача состоит в сравнении не только размеров оборудования, но и соответствия технологическому процессу. Оборудование, поддерживающее обработку композитных материалов за одну установку, может сэкономить время на последующих этапах, однако это преимущество достигается только в том случае, если оснастка, программа и семейство деталей согласованы. Оборудование — это лишь часть системы, а не вся система целиком.
Часто задаваемые вопросы
Всегда ли горизонтальный станок лучше вертикального?
Нет. Вертикальный станок предпочтительнее, когда деталь требует многогранной обработки, лучшего удаления стружки или меньшего количества переналадок. Для более простых деталей вертикальный станок может быть более практичным и менее дорогим.
Какие типы деталей получают от этого наибольшую пользу?
Для монтажа часто подходят корпуса средних и больших размеров, корпуса клапанов, кожухи, дисковые втулки и другие конструктивно сложные компоненты, особенно когда необходимо выполнить несколько операций с обеспечением стабильного выравнивания.
Почему жесткость машины имеет такое большое значение?
Поскольку устойчивость влияет на точность, срок службы инструмента и качество обработки поверхности, обычно выбирается жесткая конструкция с неподвижной колонной и тяжелым основанием, чтобы обеспечить устойчивость станка при более высоких нагрузках при резке.
Стоит ли покупателям доверять формулировке «5-осевой» за чистую монету?
Без проверки фактической конфигурации это невозможно. В реальном производстве поворотное позиционирование, угловая индексация и настоящая одновременная 5-осевая связь не являются взаимозаменяемыми.
Следующий шаг: подобрать станок к семейству деталей.
Если ваше производство включает в себя детали среднего и большого размера с несколькими обрабатываемыми поверхностями, горизонтальный обрабатывающий центр может стать разумным следующим шагом. Наилучший подход — оценить конкретное семейство деталей, стратегию оснастки и целевые показатели цикла, прежде чем определять компоновку станка. Именно здесь проявляется реальная ценность: меньшее количество переналадок, лучшая стабильность и процесс, который больше похож на производство, чем на предотвращение доработок.
Когда вы будете готовы сравнить конфигурации, запросите полную спецификацию станка, а также фактические варианты поворотного механизма и корпуса, а затем сопоставьте их с наиболее сложной для вас деталью. Эта простая дисциплина обычно экономит время в дальнейшем и иногда спасает цех от покупки станка, который выглядел подходящим, но на самом деле не подходил для выполнения работы.