Для чего нужны портальные обрабатывающие центры и почему покупатели продолжают их выбирать.
Портальный обрабатывающий центр — это не станок для лёгких работ. Это станок, который вы используете, когда деталь большая, обработка требует высокой точности, а стоимость вибрации, деформации или термического смещения слишком высока, чтобы с этим мириться. На практике портальный обрабатывающий центр сочетает в себе раму мостового типа с неподвижной балочной конструкцией портала, что позволяет станку сохранять жёсткость при обработке тяжёлых материалов и крупноформатных заготовок.
Это важно, потому что покупатели в автомобильной, энергетической, машиностроительной, литейной и автоматизированной отраслях часто сталкиваются с одной и той же проблемой: стандартные вертикальные обрабатывающие центры могут быть слишком малы, слишком гибкими или слишком медленными по мере увеличения размеров и веса деталей. Портальный станок помогает решить эту проблему, обеспечивая шпинделю более стабильную платформу, а заготовке — более безопасную и предсказуемую среду обработки.
В описании модели указан станок с маркировкой ZH-2013G, имеющий неподвижную балочную конструкцию, подвижный рабочий стол по оси X и прочный промышленный корпус. Именно такие характеристики обычно ищут специалисты по закупкам, когда требуется фрезерование глубоких пазов, черновое фрезерование, прерывистая резка и тонкая обработка крупных деталей. Привлекательность заключается не только в размере. В контролируемой жесткости под нагрузкой.
Краткие выводы для инженерных и закупочных команд
При сравнении различных типов машин портальная платформа обычно становится интересной, если выполняется одно или несколько из следующих условий:
крупные или нестандартные заготовки, которые не помещаются на обычном вертикально-фрезерном станке;
высокие режущие нагрузки, которые могут выявить слабость рамы или направляющей;
детали, требующие стабильной точности при больших перемещениях;
Серийное производство, где повторяемость важнее, чем «ощущения» оператора.
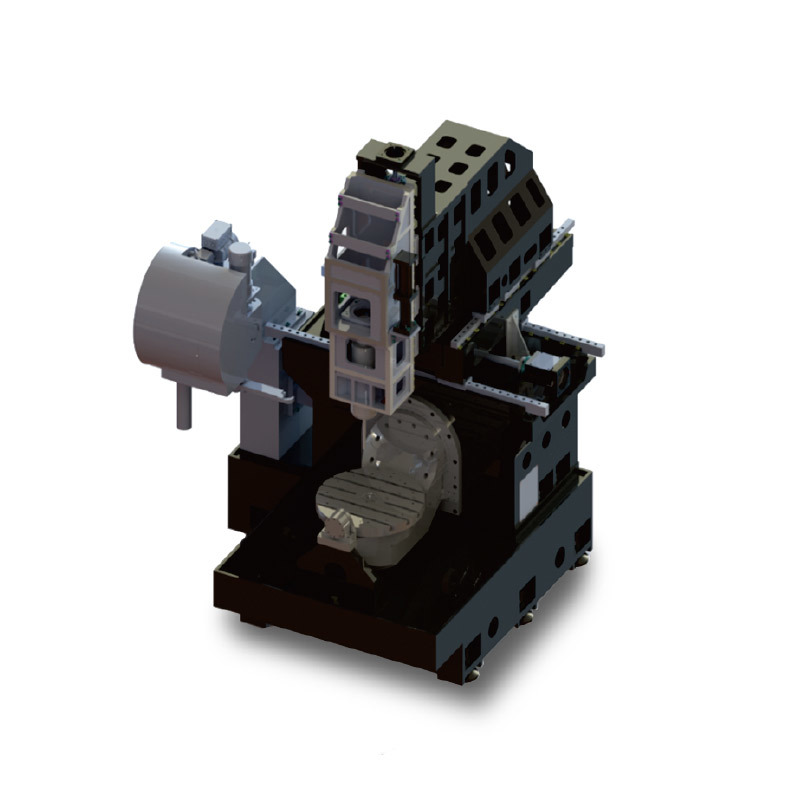
Видимая и примечательная конструкция этой машины предполагает массивную, коробчатую раму с неподвижной поперечной балкой и двумя вертикальными колоннами. Это классический рецепт жесткости. Тот факт, что по осям X и Y используются усиленные роликовые линейные направляющие, а по оси Z — прямоугольная жесткая направляющая, также указывает на гибридную конструкцию, призванную сбалансировать скорость перемещения и стабильность резки.
Тем не менее, покупателям следует помнить, что конфигурация портала не гарантирует высокой производительности. Реальные результаты обработки по-прежнему зависят от выбора шпинделя, настройки системы управления, стратегии траектории движения инструмента, качества основания и тепловых характеристик с течением времени. Рама может быть превосходной, но станок все равно может работать неэффективно, если эти элементы слабые.
Почему важна компоновка портальной конструкции с неподвижной балкой
Главное преимущество портального обрабатывающего центра с неподвижной балкой заключается в его конструктивной прочности. Мост перекрывает рабочую зону, а вертикальные колонны поддерживают нагрузку с обеих сторон. По сравнению с более лёгкими рамами станков, такая архитектура помогает уменьшить деформацию при интенсивной обработке материала инструментом.
Это особенно важно в процессах, связанных с изготовлением больших пресс-форм, толстых пластин, конструкционных элементов или фрезерованием с длительным циклом обработки. Интенсивная резка вызывает вибрацию. Вибрация сокращает срок службы инструмента, ухудшает качество поверхности и может постепенно снижать достоверность данных измерений. Жесткая рама портала не устраняет эти проблемы, но значительно повышает шансы станка на их контроль.
Стоит также отметить подвижный рабочий стол вдоль оси X. Во многих крупноформатных станках выбор подвижных и неподвижных элементов напрямую влияет на устойчивость и грузоподъемность. Подвижная конфигурация стола может быть практичным решением, когда заготовка тяжелая, а станок должен обеспечивать устойчивость верхней конструкции.
Направляющие, погрузка и разгрузка, а также особенности движения.
В описании упоминаются усиленные роликовые линейные направляющие по осям X/Y и прямоугольная жесткая направляющая конструкция по оси Z. Если это действительно так, то это многое говорит о замысле разработчиков.
Роликовые линейные направляющие по осям X/Y
Роликовые направляющие часто выбирают там, где важны как грузоподъемность, так и плавность движения. Для портальных станков, обрабатывающих крупные детали, они могут помочь обеспечить динамическую устойчивость, одновременно противодействуя боковым нагрузкам, возникающим при черновой обработке и прерывистых резах.
Жесткая рельсовая конструкция на Z
Жесткая направляющая или Z-образная конструкция обычно больше ориентирована на жесткость, чем на сверхлегкое перемещение. Это может быть разумным компромиссом для станка, который ожидает вертикальных нагрузок при резке и хочет подавить вибрацию. Возможно, он не будет казаться таким «быстрым», как более легкая ось, но скорость здесь не является первостепенной задачей. Важна стабильность.
Для покупателей практический вопрос заключается не в том, какой тип направляющих сейчас в моде. Вопрос в том, соответствует ли весь комплект осей поставленной задаче. Большие полости пресс-форм, конструктивные элементы и тяжелые фрезерные операции, как правило, быстро ухудшают характеристики слабых осей.
Типичные области применения, где портальный обрабатывающий центр оправдывает свою стоимость.
В описании продукта указано, что он предназначен для изготовления сложных деталей среднего и крупного размера в автомобильной промышленности, энергетическом оборудовании, тяжелой технике, автоматизированных системах и крупных прецизионных пресс-формах. Это именно та область, к которой мы стремимся.
В этих секторах машине часто приходится выполнять следующие задачи:
крупные отливки или сварные конструкции;
глубокие выемки и длительное использование инструмента;
большие плоские поверхности, которые должны оставаться ровными;
Серийное производство с повторяемыми условиями настройки;
Смешанные черновые и чистовые работы выполняются на одной платформе.
В случае пресс-форм преимуществом является стабильная основа для обработки больших полостей и чистовой обработки. В случае тяжелых машин и оборудования станок должен выдерживать работу с громоздкими деталями и значительным удалением материала без потери геометрии. В компонентах, связанных с энергетикой, жесткость и стабильность часто важнее скорости, поскольку доработка обходится дорого и занимает много времени.
Как оценить товар перед покупкой
Портальный обрабатывающий центр может впечатлять на бумаге, но решение о покупке должно основываться на качестве производимых деталей. Покупателю следует задать несколько прямых вопросов.
Во-первых, каков реальный рабочий объем заготовки? На изображении показана большая прямоугольная камера, но точные размеры стола и диапазоны перемещения не указаны, поэтому не следует делать выводы о ее вместимости, основываясь только на внешнем виде.
Во-вторых, каков путь передачи нагрузки? Если станок будет перемещать тяжелые приспособления или крупногабаритные отливки, необходимо тщательно проверить нагрузку на стол и жесткость основания. Даже крупный станок с недостаточной несущей способностью может деформироваться в реальных условиях эксплуатации.
Во-третьих, о какой точности идет речь? В примечаниях упоминается точность обработки на уровне микронов, но без формальных технических характеристик, к которым следует относиться с осторожностью. В реальных закупках точность должна быть связана с условиями испытаний, контролем температуры и стандартами приемки.
В-четвертых, какой тип резания будет преобладать? Если станок большую часть времени занимается черновым фрезерованием и прерывистым резом, жесткость и демпфирование могут иметь большее значение, чем сверхвысокая скорость вращения шпинделя. Если же преобладает чистовая обработка, то плавность движения и настройка управления начинают играть более важную роль.
Распространенные ошибки покупателей
Одна из распространенных ошибок — покупка портального обрабатывающего центра в основном из-за слова «большой». Большой размер не означает автоматически пригодность. Станок может быть физически большим и при этом не подходить для обработки определенной группы деталей.
Ещё одна ошибка — игнорирование теплового поведения. В примечаниях упоминается уменьшение термической деформации, что является реальной целью проектирования многих станков с неподвижной балкой. Но термическая стабильность зависит не только от формы рамы. На результаты влияют колебания температуры окружающей среды, нагрев шпинделя, рабочий цикл и дисциплина в цеху.
Третья ошибка заключается в чрезмерном акценте на теоретической точности при недооценке качества настройки. Крупные заготовки не прощают ошибок. Плохое зажимание, неравномерная опора или слабое приспособление могут очень быстро свести на нет преимущества жесткого станка.
Что подразумевает тип механизма ZH-2013G
Судя по видимой конструкции и описанию, станок ZH-2013G, по всей видимости, построен на основе промышленной сварной рамы с массивным закрытым корпусом. Черно-белая отделка, верхняя конструкция мостового типа и отдельная панель управления указывают на то, что станок предназначен для серьезной работы в цеху, а не для легкой обработки материалов.
Это не раскрывает всех внутренних деталей, и было бы неосмотрительно делать вид, что это не так. Из предоставленных данных нам неизвестен тип шпинделя, точный контроллер, система охлаждения или истинные параметры перемещения. Тем не менее, сама архитектура ясно дает понять: это станок, предназначенный для поддержания соосности и поглощения сил резания, а не для погони за минимальными габаритами или низкой начальной стоимостью.
Практические вопросы, которые следует задать поставщику.
Если вы занимаетесь поиском поставщика портального обрабатывающего центра, короткая техническая консультация может избавить вас от множества проблем в дальнейшем.
Поинтересуйтесь, как станок справляется с интенсивной резкой в течение длительных смен.
Поинтересуйтесь, какие части конструкции подвергнуты управлению напряжениями для уменьшения термической деформации.
Спросите, как устроена система направляющих осей и почему была выбрана именно такая комбинация.
Запросите примеры типичных категорий деталей, которые предназначен обрабатывать данный станок.
Уточните, как оборудование поддерживает гибкое производство или серийное производство, особенно если настройки часто меняются.
Эти вопросы полезны, потому что они смещают акцент в обсуждении от маркетинговой терминологии к реальному производственному поведению.
Часто задаваемые вопросы
Портальный обрабатывающий центр предназначен только для очень крупных деталей?
Нет. Крупные детали, безусловно, подходят, но некоторые цеха также выбирают портальные станки для обработки более мелких заготовок, когда жесткость, грузоподъемность и стабильное качество резки важнее, чем габариты станка.
Всегда ли портальная конструкция с неподвижной балкой лучше, чем конструкция с подвижной колонной?
Не всегда. Это зависит от размера детали, требуемой точности и технологического процесса в цехе. В конструкциях с жестко закрепленными балками часто отдается предпочтение большей жесткости, но правильный выбор все равно зависит от области применения.
Может ли этот тип станка выполнять как черновую, так и чистовую обработку?
Да, это одно из его преимуществ. Хорошо спроектированный портальный станок часто используется для черновой обработки, обработки глубоких пазов и чистовой обработки на одной и той же платформе, при условии, что шпиндель и система управления должным образом согласованы.
Советы покупателю, которые следует дать перед принятием решения
Если ваши детали большие, обработка тяжелая, а допустимая деформация станка низкая, то портальный обрабатывающий центр заслуживает серьезного внимания. Конструкция не отличается изысканностью, но зато практична. Обычно это хороший знак для металлообрабатывающего оборудования.
Тем не менее, не стоит выбирать станок, ориентируясь только на размер рамы. Подберите станок в соответствии с наиболее тяжелой деталью, наиболее агрессивной обработкой и наименее щадящей обработкой поверхности в вашем производственном процессе. Затем убедитесь, что расположение направляющих, грузоподъемность и жесткость конструкции соответствуют этим требованиям.
Если вы оцениваете станок, подобный ZH-2013G, следующим шагом должно стать обсуждение ваших чертежей деталей, ожидаемых режимов резки и ограничений по настройке, основанное на данных. Компетентный поставщик сможет четко обсудить эти детали и помочь вам отделить потенциал конструкции от фактической пригодности для производства.