Por qué un centro de mecanizado horizontal sigue siendo importante en un taller con mucho trabajo.
Un centro de mecanizado horizontal (HMC) suele ser la máquina a la que se recurre cuando la capacidad vertical ya no es suficiente. Cuando las piezas son más pesadas, las paredes más gruesas o el número de caras a mecanizar aumenta, la pieza de trabajo empieza a dictar el proceso. Es ahí donde un HMC demuestra su valía: menos configuraciones, mejor acceso a múltiples caras y un diseño pensado para un corte estable en lugar de la improvisación.
Para los ingenieros y los equipos de abastecimiento, la decisión rara vez se basa únicamente en la máquina. Se trata del tipo de piezas que se intentan fabricar, la frecuencia con la que cambian y si el taller puede asumir el costo de accesorios adicionales, manipulación extra y riesgos adicionales. Una máquina horizontal no es automáticamente la solución adecuada para todos los trabajos, pero cuando la gama de piezas se inclina hacia carcasas de tamaño mediano a grande, cuerpos de válvulas, cubiertas, manguitos de disco y componentes complejos similares, puede cambiar la rentabilidad de forma muy práctica.
¿Qué pretende resolver el diseño?
La principal ventaja de un centro de mecanizado horizontal es bastante sencilla: la gravedad no dificulta la evacuación de virutas como en una máquina vertical. Las virutas tienden a eliminarse de forma más natural y el área de trabajo se adapta mejor al mecanizado multifacético. Esto es más importante de lo que parece. En la producción, la acumulación de virutas no es solo un inconveniente. Afecta a la calidad de la superficie, a la vida útil de la herramienta y a la probabilidad de que el operario tenga que detener la máquina para limpiar una zona de corte que debería haber permanecido despejada.
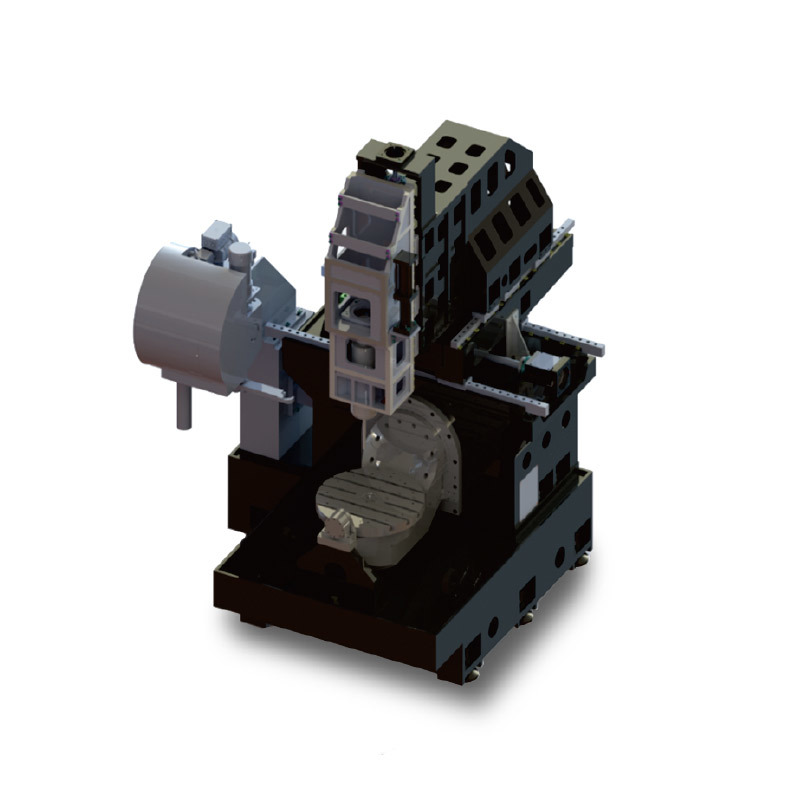
La estructura de la máquina descrita aquí apunta a un diseño de columna fija de alta rigidez con una base grande y una cámara cerrada. Esta combinación se suele elegir por una razón: estabilidad bajo carga. Una base ancha y monolítica ayuda a resistir las vibraciones, mientras que una columna en forma de A de gran envergadura se utiliza normalmente para proporcionar rigidez térmica y dinámica. Este tipo de estructura no se adquiere para trabajos ligeros. Se adquiere cuando la pieza, el dispositivo de sujeción o la estrategia de corte requieren una máquina que mantenga su estabilidad durante cortes más pesados y ciclos prolongados.
Guía rápida: dónde encaja mejor un HMC
Si necesita una comparación rápida, utilice esto como abreviatura:
Elija un centro de mecanizado horizontal cuando la pieza sea grande, requiera mecanizado en varios lados o se beneficie de un enfoque de una sola configuración. Esto es especialmente relevante cuando la repetibilidad de la pieza depende de minimizar el reajuste de la sujeción.
Elija una máquina vertical cuando el acceso sea sencillo, el tamaño de la pieza sea moderado y el mecanizado se realice principalmente en una sola cara. Esta opción suele ser más fácil para lotes pequeños, pero puede volverse engorrosa a medida que aumenta la complejidad de la pieza.
Elija una máquina HMC con capacidad de rotación cuando necesite posicionamiento angular o un trabajo multifacético más flexible. Algunas configuraciones se pueden ampliar para incorporar un sistema de 5 ejes, aunque los compradores deben tener cuidado: en la práctica, "capacidad para 5 ejes" puede significar varias cosas diferentes, y no todas son igualmente útiles para la producción real.
Cómo la estructura de la máquina soporta la producción real
Estructura rígida, cámara cerrada y control lateral.
La estructura visible descrita en las notas del producto es la que muchos talleres reconocen de inmediato: una carcasa cuadrada y cerrada, un panel de control lateral y una base amplia que transmite robustez más que velocidad. Esto no es necesariamente malo. En el mecanizado de metales, la masa y la rigidez suelen contribuir más a la uniformidad que cualquier diseño llamativo.
Un sistema de protección totalmente cerrado cumple dos funciones. Primero, retiene las virutas y el refrigerante, lo cual es fundamental para la seguridad y la limpieza en el taller. Segundo, facilita mantener estable el entorno de corte. Esto puede parecer obvio, pero cobra especial importancia en ciclos largos o en piezas que generan grandes cantidades de virutas. Una máquina que gestiona bien los residuos suele funcionar con menos interrupciones.
Posicionamiento rotatorio y trabajo multifacético
Las notas mencionan una mesa giratoria CNC que admite posicionamiento angular arbitrario, con una opción de expansión de articulación de 5 ejes. Para los compradores, esta es la sección que deben examinar con detenimiento. El posicionamiento rotatorio por sí solo puede ser suficiente para muchas piezas prismáticas que requieren trabajo repetitivo en múltiples caras. Sin embargo, si el trabajo requiere un contorneado simultáneo preciso, es necesario verificar en detalle la configuración de control y cinemática.
En pocas palabras: el posicionamiento angular es útil para reposicionar la pieza sin retirarla completamente del soporte. Esto puede reducir el tiempo de preparación y mejorar la alineación entre operaciones. Sin embargo, no todas las funciones de "rotación" equivalen a un mecanizado multieje completo, por lo que los equipos de compras deben solicitar el paquete de movimiento específico en lugar de basarse en una etiqueta genérica.
Aplicaciones típicas y familias de piezas
Las piezas estructurales medianas y grandes que mejor se adaptan a esta categoría de máquinas son, por ejemplo, carcasas, cuerpos de válvulas, cubiertas y manguitos de disco, especialmente cuando requieren taladrado, roscado, mandrinado y fresado en varias caras. No se trata de piezas delicadas para exhibición. Suelen ser componentes funcionales donde la repetibilidad, el control de virutas y la eficiencia del ciclo son más importantes que el acabado estético.
Entre las industrias que suelen utilizar este tipo de máquinas se incluyen la producción de sistemas de propulsión para automóviles, maquinaria de construcción, moldes, equipos energéticos y la fabricación de maquinaria en general. En estos entornos, el mecanizado multiproceso en una sola configuración puede marcar una gran diferencia. Reduce la manipulación de las piezas, lo que a su vez disminuye la probabilidad de errores de alineación o pequeños daños que posteriormente resultan costosos.
Dicho esto, la máquina debe elegirse en función de la familia de piezas, en lugar de basar su compra únicamente en el tamaño. Un centro de mecanizado horizontal (HMC) grande no es automáticamente la mejor opción para todas las piezas grandes. Si la geometría es compleja, la sujeción es inestable o el volumen de producción es demasiado bajo para justificar el tiempo de preparación, es posible que la máquina no se utilice al máximo. Este es un error común entre los compradores y que conviene evitar.
Criterios de selección que importan más que el folleto
Al comparar máquinas horizontales, las especificaciones más obvias suelen acaparar la atención en primer lugar: potencia del husillo, velocidad del husillo, recorrido del eje, tamaño de la mesa, capacidad de carga y marca del controlador. Si bien todas son importantes, en muchas decisiones de compra solo representan el punto de partida. Una máquina que parece robusta sobre el papel puede resultar decepcionante si la rigidez, el manejo de virutas o el sistema de sujeción no se ajustan a la gama de piezas que se van a utilizar.
Para un comprador, las preguntas más útiles suelen ser estas: ¿Puede la máquina soportar la pieza real más pesada, no solo el máximo teórico? ¿La mesa giratoria se adapta a los requisitos de indexación del proceso? ¿Qué tan fácil es acceder a la zona de trabajo para la configuración e inspección? ¿La cámara cerrada es lo suficientemente grande como para manejar el volumen de virutas sin que se convierta en una tarea de mantenimiento? Un taller que realiza ciclos largos con materiales resistentes notará la diferencia rápidamente.
La estabilidad térmica también merece atención, especialmente en máquinas construidas con una columna de gran envergadura y una base pesada. No se debe esperar que un folleto lo explique todo. Sin embargo, conviene tener en cuenta el principio general: cuanto más consistente sea la estructura de la máquina, mejor suele mantener su geometría a lo largo del tiempo en condiciones de producción. Esto no es una garantía, sino una expectativa de ingeniería razonable.
Errores comunes al comprar un HMC
Un error común es sobredimensionar las especificaciones para trabajos poco frecuentes. Si un taller solo trabaja ocasionalmente con piezas grandes de múltiples caras, quizás sea más conveniente considerar la flexibilidad de los accesorios y la eficiencia de la programación antes de invertir en una máquina pesada. Otro error es subestimar la manipulación del material. Una máquina horizontal que corta muy bien pero es difícil de cargar generará pérdidas de tiempo a diario.
Un tercer problema es confundir el tamaño de la carcasa con su capacidad. Una carcasa grande no lo dice todo sobre el rendimiento del husillo, la carga de la mesa o la precisión de rotación. Los compradores deben solicitar la configuración exacta, en lugar de asumir que la máquina que se muestra en la imagen incluye todas las opciones. Esto es especialmente importante cuando se mencionan sistemas rotativos y expansión a 5 ejes en el lenguaje de marketing, ya que estos términos pueden abarcar paquetes de máquinas muy diferentes.
Consejos prácticos para equipos de abastecimiento e ingeniería.
Si está comparando opciones, base la evaluación en la pieza, no en la categoría de la máquina. Comience con la pieza más pesada, la secuencia de mecanizado más compleja y la condición de viruta más difícil. Luego, pregúntese si un centro de mecanizado horizontal reduce los tiempos de preparación lo suficiente como para justificar el espacio y la inversión. Ahí es donde suele quedar clara la respuesta.
También es importante involucrar al personal de producción desde el principio. Los operarios y los ingenieros de procesos detectarán rápidamente si el acceso, la sujeción y la evacuación de virutas funcionan correctamente en el uso diario. Este tipo de información puede ser más valiosa que una ficha técnica impresionante, sobre todo para máquinas destinadas a la producción de piezas medianas o grandes.
Para los responsables de compras, la clave reside en comparar no solo el tamaño de la máquina, sino también su idoneidad para el proceso. Una máquina que permite el mecanizado de materiales compuestos en una sola configuración puede ahorrar tiempo en la fase posterior, pero solo ofrece este beneficio si el utillaje, el programa y la familia de piezas están alineados. La máquina es solo una parte del sistema, no el sistema completo.
Preguntas frecuentes
¿Una máquina horizontal siempre es mejor que una vertical?
No. Es mejor cuando la pieza requiere mecanizado multifacético, mejor evacuación de virutas o menos configuraciones. Para piezas más sencillas, una máquina vertical puede ser más práctica y menos costosa.
¿Qué tipo de piezas son las más beneficiosas?
Las carcasas de tamaño mediano a grande, los cuerpos de válvulas, las cajas, los manguitos de disco y otros componentes de estructura compleja son componentes habituales, especialmente cuando se deben realizar múltiples operaciones con una alineación uniforme.
¿Por qué es tan importante la rigidez de la máquina?
La estabilidad influye en la precisión, la vida útil de la herramienta y la uniformidad del acabado. Por lo general, se elige un diseño de columna fija rígida con una base pesada para que la máquina se mantenga estable bajo cargas de corte más pesadas.
¿Deberían los compradores confiar ciegamente en la expresión "5 ejes"?
No sin antes comprobar la configuración real. El posicionamiento rotatorio, el indexado angular y el verdadero sistema de articulación simultánea de 5 ejes no son intercambiables en la producción real.
Siguiente paso: hacer coincidir la máquina con la familia de piezas.
Si su producción incluye piezas medianas o grandes con varias caras de mecanizado, un centro de mecanizado horizontal podría ser la mejor opción. Lo ideal es evaluar la familia de piezas, la estrategia de sujeción y los objetivos del ciclo antes de decidir la configuración de la máquina. Ahí reside el verdadero valor: menos configuraciones, mayor estabilidad y un proceso que se asemeja más a la producción que a la prevención de retrabajos.
Cuando esté listo para comparar configuraciones, solicite las especificaciones completas de la máquina y las opciones de rotación y carcasa disponibles. Luego, compárelas con la pieza que requiere mayor atención. Esta sencilla práctica suele ahorrar tiempo a largo plazo y, en ocasiones, evita que un taller compre una máquina que parecía adecuada pero que no se ajustaba del todo al trabajo.