What a Gantry Machining Center Is Good For, and Why Buyers Keep Choosing It
A gantry machining center is not the machine you buy for light duty. It is the machine you bring in when the part is large, the cut is demanding, and the cost of chatter, deflection, or thermal drift is too high to tolerate. In practical terms, a Gantry Machining Center combines a bridge-style frame with a fixed-beam gantry layout so the machine can hold rigidity while handling heavy cutting and large-format workpieces.
That matters because buyers in automotive, energy equipment, heavy machinery, mold making, and automated equipment often face the same problem: standard vertical machining centers can be too small, too flexible, or too slow once the parts grow in size and weight. A gantry machine helps solve that by giving the spindle a more stable platform and the workpiece a safer, more predictable machining environment.
The model notes here point to a machine labeled ZH-2013G, with a fixed-beam structure, a moving worktable along the X-axis, and a heavy industrial enclosure. Those are the kinds of features sourcing teams usually look for when the job calls for deep-pocket milling, rough milling, interrupted cutting, and fine machining on large parts. The appeal is not just size. It is controlled rigidity under load.
Quick Takeaways for Engineering and Sourcing Teams
If you are comparing machine types, a gantry platform usually becomes interesting when one or more of these conditions apply:
large or oversized workpieces that do not fit comfortably on a conventional VMC;
high cutting loads that can expose frame flex or guide weakness;
parts that need stable accuracy across long travels;
batch production where repeatability matters more than operator “feel.”
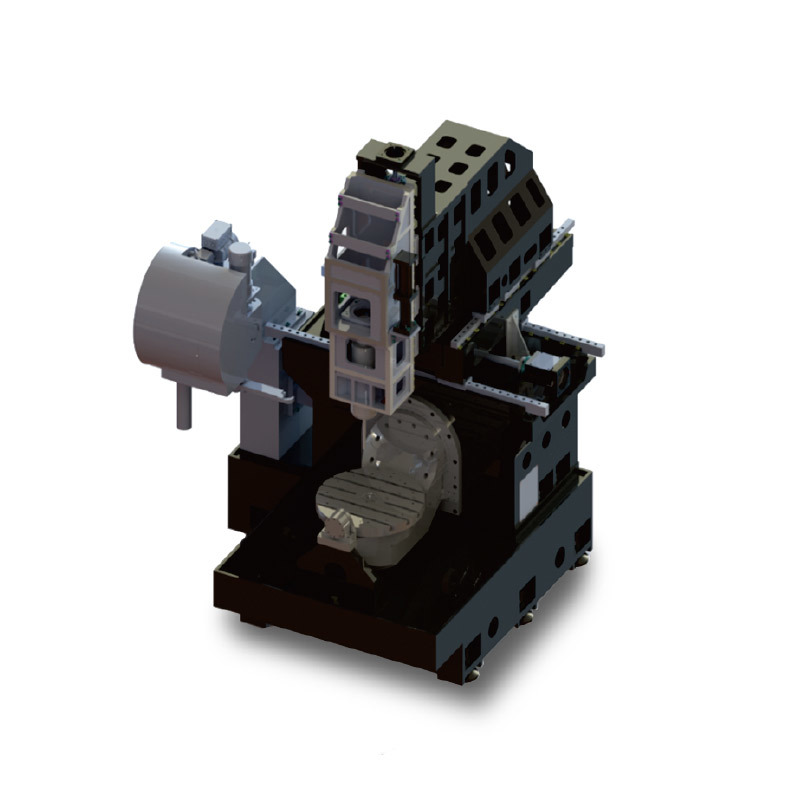
The visible and noted structure of this machine suggests a high-mass, boxy frame with a fixed crossbeam and two vertical columns. That is the classic recipe for stiffness. The note that the X and Y axes use heavy-duty roller linear guides, while the Z axis uses a rectangular hard rail structure, also points toward a hybrid design intended to balance motion response and cutting stability.
That said, buyers should be careful not to treat a gantry configuration as a guarantee of performance. Real machining results still depend on spindle selection, control system tuning, toolpath strategy, foundation quality, and thermal behavior over time. The frame can be excellent and the machine can still underperform if those elements are weak.
Why the Fixed-Beam Gantry Layout Matters
The main value of a fixed-beam gantry machining center is structural. The bridge spans the work area, and the vertical columns support the load from both sides. Compared with lighter machine frames, this architecture helps reduce deformation when the tool is engaged in heavy material removal.
That is especially important in applications involving large molds, thick plates, structural components, or long-cycle milling. Heavy cuts generate vibration. Vibration reduces tool life, roughens surface finish, and can slowly erode confidence in measurement data. A rigid gantry frame does not eliminate these issues, but it gives the machine a much better chance of controlling them.
The moving worktable along the X-axis is also worth noting. In many large-format machines, the choice of what moves and what stays fixed has a direct effect on stability and load handling. A table-moving configuration can be a practical answer when the workpiece is heavy and the machine must keep the upper structure stable.
Guideways, Load Handling, and Motion Behavior
The notes mention heavy-duty roller linear guides on the X/Y axes and a rectangular hard rail structure on the Z axis. If that is the actual configuration, it tells you something about the design intent.
Roller linear guides on X/Y
Roller guides are often selected where load capacity and motion smoothness both matter. For a gantry machine cutting large parts, they can help support dynamic response while resisting the kind of side loads that show up during rough machining and interrupted cuts.
Hard rail structure on Z
A hard rail or box-style Z arrangement usually aims at stiffness more than ultra-light motion. That can be a sensible compromise in a machine that expects vertical cutting loads and wants to suppress chatter. It may not feel as “fast” as a lighter axis, but speed is not the first objective here. Stability is.
For buyers, the practical question is not whether one guide type is fashionable. It is whether the whole axis package matches the job. Large mold cavities, structural parts, and heavy milling operations tend to punish weak axis design quickly.
Typical Applications Where a Gantry Machining Center Earns Its Keep
The product notes point to medium-to-large complex parts in automotive, energy equipment, heavy machinery, automated equipment bases, and large precision molds. That is the right neighborhood.
In these sectors, the machine often has to handle:
big castings or welded structures;
deep pockets and long tool engagement;
large flat surfaces that must remain true;
batch production with repeatable setup conditions;
mixed roughing and finishing on the same platform.
For mold work, the benefit is a stable base for large cavity machining and finishing passes. For heavy machinery and equipment bases, the machine has to tolerate bulky parts and substantial material removal without losing geometry. In energy-related components, stiffness and consistency often matter more than raw speed because rework is expensive and time-consuming.
How to Evaluate One Before You Buy
A gantry machining center can look impressive on paper, but the purchase decision should come back to the parts you actually make. A buyer should ask a few direct questions.
First, what is the real workpiece envelope? The image notes show a large rectangular chamber, but the exact table size and travel ranges are not supplied, so do not assume capacity from appearance alone.
Second, what is the load path? If the machine will carry heavy fixtures or oversized castings, table loading and base rigidity should be checked carefully. A large machine with inadequate load support can still distort under real production use.
Third, what kind of accuracy claim is being made? The notes mention micron-level machining accuracy, but without formal specs that should be treated cautiously. In real procurement, accuracy should be tied to testing conditions, temperature control, and acceptance standards.
Fourth, what kind of cutting mix will dominate? If the machine spends most of its time on rough milling and interrupted cuts, rigidity and damping may matter more than ultra-high spindle speed. If finishing dominates, motion smoothness and control tuning start to matter more.
Common Buyer Mistakes
One common mistake is buying a gantry machining center mainly for the word “large.” Large does not automatically mean suitable. A machine can be physically big and still be wrong for a specific part family.
Another mistake is ignoring thermal behavior. The notes mention reduced thermal deformation, which is a real design goal in many fixed-beam machines. But thermal stability depends on more than frame shape. Ambient temperature swings, spindle heat, duty cycle, and shop-floor discipline all influence results.
A third mistake is overemphasizing theoretical accuracy while underestimating setup quality. Large workpieces are unforgiving. Poor clamping, uneven support, or a weak fixture can ruin the advantage of a rigid machine very quickly.
What the ZH-2013G Style of Machine Suggests
Based on the visible structure and notes, the ZH-2013G appears to be built around an industrial welded frame with a high-mass, enclosed body. The black-and-white finish, bridge-style upper structure, and separate operator console all point to a machine intended for serious shop-floor use rather than light general machining.
That does not tell us every internal detail, and it would be careless to pretend otherwise. We do not know the spindle type, exact controller, coolant system, or true travel figures from the provided data. Still, the architecture itself sends a clear signal: this is a machine designed to hold alignment and absorb cutting forces, not to chase minimal footprint or low initial cost.
Practical Questions to Ask the Supplier
If you are sourcing a gantry machining center, a short technical conversation can save a lot of trouble later.
Ask how the machine handles heavy cutting over long shifts.
Ask what parts of the structure are stress-managed to reduce thermal deformation.
Ask how the axis guide system is arranged and why that combination was chosen.
Ask for examples of the typical part categories the machine is intended to process.
Ask how the machine supports flexible manufacturing or batch production, especially if setups change often.
Those questions are useful because they move the discussion away from marketing language and toward actual production behavior.
FAQ
Is a gantry machining center only for very large parts?
No. Large parts are the obvious fit, but some shops also choose gantry machines for smaller workpieces when rigidity, load capacity, and stable cutting quality are more important than machine footprint.
Is a fixed-beam gantry always better than a moving-column design?
Not always. It depends on the part size, required accuracy, and shop workflow. Fixed-beam designs often favor stiffness, but the right choice still depends on the application.
Can this type of machine handle both roughing and finishing?
Yes, that is one of its strengths. A well-designed gantry machine is often used for rough milling, deep-pocket work, and finishing on the same platform, provided the spindle and control system are properly matched.
Buyer-Facing Advice Before You Commit
If your parts are large, your cuts are heavy, and your tolerance for machine flex is low, a gantry machining center deserves serious attention. The design is not glamorous, but it is practical. That is usually a good sign in metal cutting equipment.
Still, do not buy on frame size alone. Match the machine to the heaviest part, the most aggressive cut, and the least forgiving finish requirement in your production mix. Then verify that the guideway arrangement, load capacity, and structural stiffness line up with those demands.
If you are evaluating a machine like the ZH-2013G, the next step should be a data-driven conversation about your part drawings, expected cutting modes, and setup constraints. A capable supplier should be able to discuss those details clearly and help you separate structural promise from actual production suitability.