Five Axis Machining Center: what buyers should look for before they commit
A Five Axis Machining Center is rarely bought because it looks impressive on a showroom floor. It is bought because a parts team has run into the same wall again and again: too many setups, too much clamping error, too much time lost chasing surface quality on complex geometry. For small, intricate parts especially, five-axis capability can change the economics of a job. One setup instead of several. Fewer manual interventions. Better access to angled features and freeform surfaces.
That said, five-axis machining is not a magic wand. A buyer still needs to decide whether the machine is really suited to the part family, the tolerances, and the throughput target. A compact five-axis CNC machining center can be the right answer for precision milling and drilling of small complex parts, but only if the kinematics, rigidity, spindle behavior, and control strategy match the work. The wrong machine will still cut metal, of course. It just may not cut the right metal, in the right way, every day.
Why five-axis matters for complex parts
The practical value of a five-axis platform is not just that it can move in more directions. It is that it can keep the workpiece in a more favorable relationship with the cutter while the machine makes those moves. That matters when the job includes deep pockets, compound angles, curved surfaces, or tightly packed features that are hard to reach with a conventional three-axis setup.
In a single setup, the machine can machine multiple faces without repeated re-clamping. For sourcing managers, that translates into lower setup risk and often shorter overall cycle time. For engineers, it means a better chance of holding positional relationships between features. For product teams, it can be the difference between a part that is technically machinable and a part that is economically manufacturable.
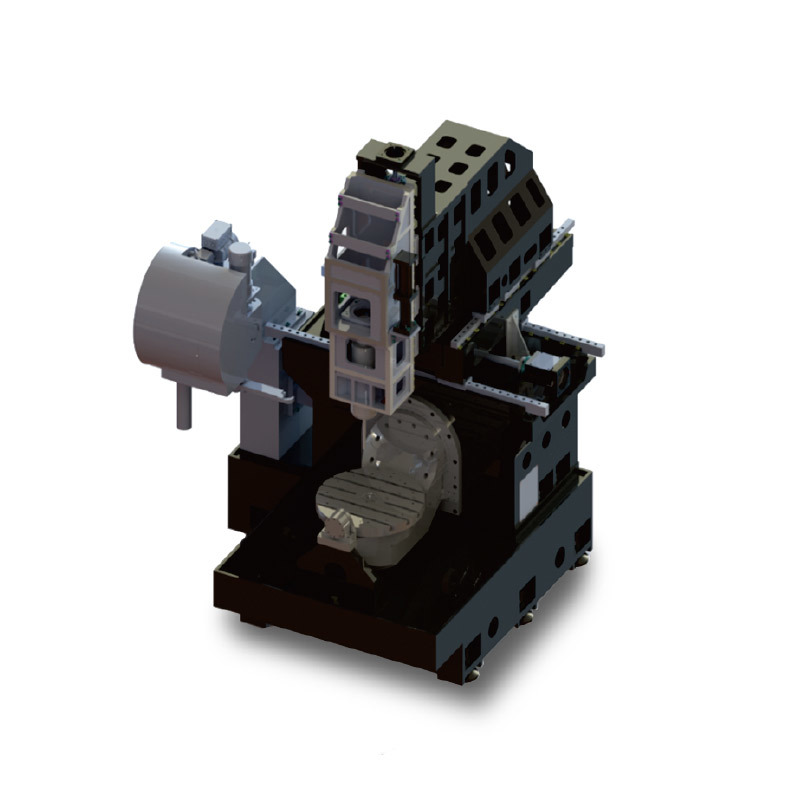
The image and notes supplied here point to a compact, enclosed, cradle-type integrated structure with a multi-axis rotary table and a side-mounted spindle head. That configuration is typically aimed at small, complex-shaped parts where space, access, and accuracy matter more than brute table size. It is the kind of machine you consider for aerospace micro-structural components, medical implants, precision optical parts, high-end molds, and impellers — the sort of work where the geometry itself is often the hardest part of the specification.
Quick reference: where a compact five-axis CNC machining center fits best
Good fit
- Small parts with multiple angled surfaces
- Parts that benefit from single-setup complete machining
- Work that needs high surface quality and positional consistency
- Production where re-clamping errors are costly
- Programs with complex tool access requirements
Possible mismatch
- Very large parts that need a bigger table or travel envelope
- Simple prismatic parts that do not justify five-axis cost
- Jobs dominated by heavy roughing rather than fine contouring
- Environments that cannot support disciplined CAM programming or operator training
The machine architecture: why the compact layout matters
The supplied product information describes a rigid-looking metal frame, a boxy cradle-style structure, exposed linear guide elements, and a multi-axis rotary table. This matters because five-axis accuracy is not only about software. It is also about how the motion components are arranged and how much the machine resists deflection when the spindle is working at an angle.
A compact footprint can be an advantage in a crowded shop, but compactness should not be confused with lightness. In five-axis machining, a machine needs enough structural stiffness to support dynamic movement while preserving thermal and geometric stability. If the frame flexes or the rotary axes introduce inconsistency, the promised benefits of simultaneous machining start to vanish at the part level.
The notes also mention an electric spindle up to 12,000 rpm. That speed range is relevant for smaller cutters, finer surface work, and some high-speed finishing tasks. It is not automatically the best choice for every material or every roughing strategy, but for precision milling of small complex parts it can be a strong fit. Buyers should still ask how the spindle behaves under load, what the thermal management strategy looks like, and whether the machine holds its accuracy through extended runs rather than just warm-start demos.
What to check on a five-axis machine beyond the brochure
Brochures tend to emphasize the obvious: axis count, spindle speed, and maybe a headline accuracy claim. That is not enough. The useful questions are the ones that tell you whether the machine will make money after installation.
1. Kinematics and access
Five-axis does not mean every machine moves the same way. The exact axis arrangement affects tool access, collision risk, and how easy it is to program. The supplied notes suggest a hybrid or cradle-style layout, but the exact kinematic configuration is not independently confirmed. Buyers should ask for a clear explanation of how the axes move, where the pivot points sit, and what that means for the parts they plan to cut.
2. Positioning and repeatability
The notes mention micron-level positioning accuracy and high repeatability. Those are attractive claims, but they should be treated as claims until backed by documentation and, ideally, part trials. In a five-axis environment, axis coordination, backlash control, and thermal behavior can all affect real-world results. A machine may look fine at one point in the day and drift later if the system is not stable.
3. Dynamic performance
Five-axis machines are often chosen for their ability to move quickly while maintaining contour quality. But speed without control is just vibration. High dynamic performance should mean the axes can accelerate and decelerate smoothly, follow the toolpath accurately, and do it without leaving witness marks on the part.
4. Thermal stability
This is the quiet issue that ruins many “accurate” machines. Heat changes spindle length, axis behavior, and the relationship between tool and workpiece. If a machine is going to be used for precision work, ask how it handles thermal drift during long cycles and mixed-duty shifts. A clean demo on a cool morning does not tell the whole story.
Common part families that justify five-axis investment
Not every factory needs five-axis machining, but certain part families almost always deserve serious consideration.
Medical implants often require compound shapes and consistent surface finish across curved geometry. Precision optical parts can demand careful tool orientation and smooth transitions. High-end molds often benefit from the ability to machine complex surfaces without stopping to refixture. Impellers and similar rotating components are another obvious candidate because access is difficult and surface continuity matters.
Aerospace micro-structural components deserve a separate mention. These parts can be small, intricate, and unforgiving. The value of a compact five-axis CNC machining center in that context is not just accuracy on paper. It is the ability to reduce handling steps and preserve the geometry from one operation to the next.
Selection criteria for sourcing teams
When a sourcing team evaluates a Five Axis Machining Center, the machine should be judged against the actual job mix, not generic machine-shop ambition. A few criteria matter more than others.
First, confirm whether the work really benefits from single-setup machining. If the part can be made economically on a simpler platform, five-axis may be expensive overreach. Second, review the spindle range against the materials and tool diameters you use most often. The stated 12,000 rpm upper limit may be helpful, but it is only one part of the performance picture. Third, ask about control ease. A powerful machine with awkward programming can become a bottleneck. Fourth, examine serviceability. Compact machines can be efficient, but they still need access for maintenance, calibration, and everyday cleaning.
One practical caution: do not let the phrase “simultaneous five-axis” distract from verification of basic shop-floor realities. Tool collision avoidance, fixture design, and operator training still matter. In fact, they matter more when the machine can move in more directions.
Typical mistakes buyers make
The most common mistake is buying for capacity that will never be used. Another is focusing on spindle speed and ignoring structural behavior. A third is assuming that any five-axis machine will automatically improve yield. It will not. If the CAM strategy is weak, the fixturing is poor, or the part is not designed with machinability in mind, the machine simply exposes the weakness faster.
There is also a tendency to overvalue compactness. A space-saving layout is useful, but a small machine that cannot handle the actual part envelope or chip load is not a smart purchase. Compact should mean efficient, not cramped.
Buyer-facing questions to ask before ordering
- What part sizes and geometries is the machine intended for?
- How is the five-axis motion arranged, and what does that mean for access?
- What accuracy and repeatability data can be provided for the configured machine?
- How does the spindle behave during sustained precision work?
- What thermal compensation or stability measures are built into the system?
- How easy is it to fixture small complex parts without introducing setup error?
- What maintenance access is available in a compact footprint?
FAQ
Is a five-axis machine always better than a three-axis machine?
No. It is better only when the part geometry, setup reduction, and surface requirements justify the added cost and complexity.
Does a higher spindle speed guarantee better parts?
Not by itself. Spindle speed should match the cutter, material, and finishing strategy. Stability and control matter just as much.
Can a compact five-axis CNC machining center still be rigid enough for precision work?
Yes, if the frame and axis system are engineered properly. Compactness and rigidity are not opposites, but the machine design has to prove it.
Why is single-setup machining such a big deal?
Because every re-clamp introduces error, handling time, and variation. For complex parts, reducing those steps is often the real productivity gain.
Where this machine category makes the most sense
The available information points to a precision subtractive platform built for multi-angle, multi-surface machining in one setup. That makes it relevant for teams who need controlled motion around small complex parts and who value repeatability more than raw table size. If your current process depends on multiple setups, frequent manual repositioning, or a lot of judgment calls at the machine, a five-axis platform may be worth the investment.
If you are comparing options, the next step is not to ask whether five-axis is impressive. It is to ask whether the machine’s structure, motion layout, spindle capability, and thermal behavior fit your parts. That is where the real decision lives.
If you are evaluating a compact Five Axis Machining Center for precision milling and drilling, request the machine’s kinematic explanation, part trial support, and configuration details before you finalize the purchase. The right five-axis system should simplify production, not just complicate the specification sheet.